13734465888



更新时间:2024-12-29 00:17:01 浏览次数:7 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |



金海金属材料有限公司设备精良、计量检测手段完善、技术力量雄厚,并根据市场需求不断研制开发新的 广西钦州精密管品种。产品远销全国 20 多个省、市、自治区,深受广大用户青睐。我厂始终坚持,以质量求生存、以创新求发展,以敬业正直、追求品质的精神进行生产销售。




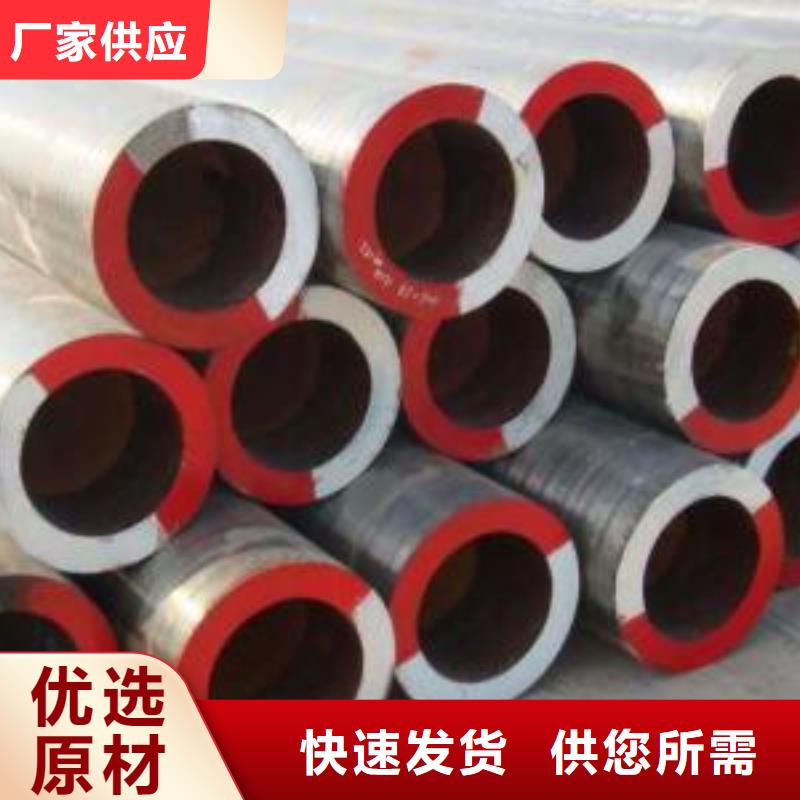
16mn厚壁无缝钢管可以信赖、环境卫生环境保护、经济发展可用,管路的厚壁化及其新式靠谱、简易便捷的联接方式的开发设计取得成功,使其具备大量其他管件不可替代的优势,工程项目中的运用会愈来愈多,使用会愈来愈普及化,市场前景看中16mn厚壁钢管集特性、外型和使用特点于一身,因此 16mn厚壁钢管仍将是全世界******的建筑装饰材料之一。热镀锌钢管这一常见管件以其易腐蚀,在我国有关现行政策的影响下,将慢慢撤出历史的舞台,塑料软管、钢丝网骨架及空调铜管变成管路系统软件的常见管件。但在很多状况下,不16mn厚壁钢管更有优势,因为16mn厚壁钢管已具有建筑装饰材料所规定的很多理想化特性,它在金属材料中能够说成 的,而其发展趋势仍在再次。尤其是水体难题,大家愈来愈高度重视,规定也持续 。
尤其是壁厚仅为20~40mm的厚壁管16mn厚壁钢管在高品质生活用水系统软件、开水系统软件及将性、环境卫生摆在首位的给排水系统软件,具备可以信赖、环境卫生环境保护、经济发展可用等特性。已被世界各国工程项目实践经验是给排水系统软件综合型能******是的、新式、环保节能和节能型的管件之一,也是一种很有竞争能力的给水管材,终将对改进水体、 大家生活水平充分发挥无法比拟的功效。
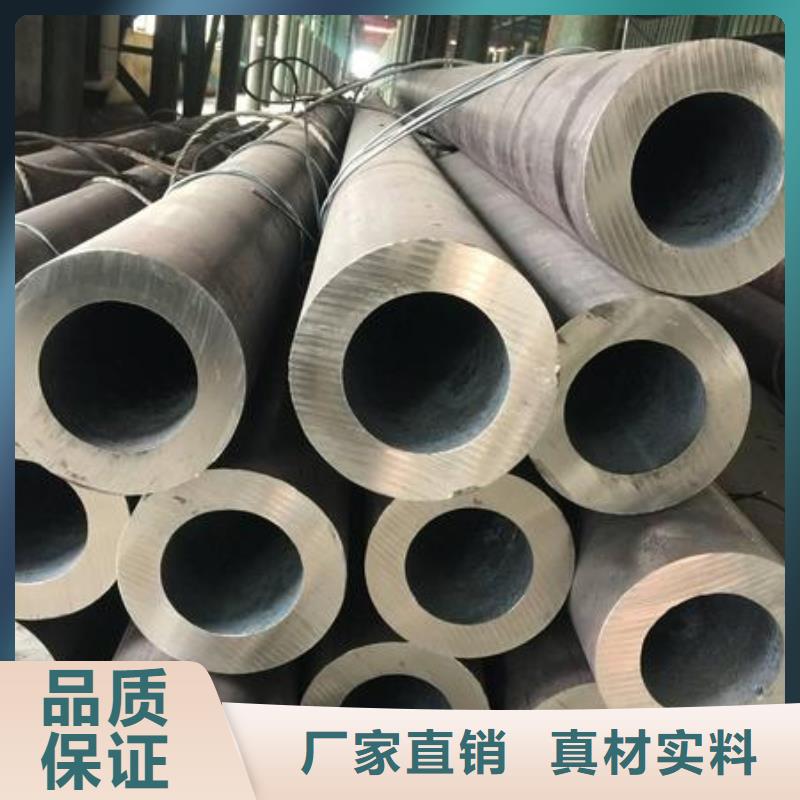
为使16mn厚壁钢管在传统式的运用中特性更强,一直在改善目前的种类,并且,为了更好地考虑高級工程建筑运用的严格管理,已经开发的16mn厚壁钢管。因为生产率持续 ,品质不断完善,16mn厚壁钢管已变成建筑设计师们挑选的******备成本效益的原材料之一。
生产制造16mn厚壁钢管常用到的热处理炉,所选用的是环状热处理炉,除开这类热处理炉之外,也有别的类型的热处理炉,依据制做无缝管的不一样,在实际加温方法上也是有差别的,在热处理工艺进行以后,还需开展进一步的生产加工,包含校直,铸轧和检测这好多个流程,那样才可以确保无缝管在登场时的品质能维持在高质量,因而检测的流程不可或缺。



施例是对φ2032~φ3870供水管制作的详述:
1.主要技术参数:工作量:21320t;
***小管厚:12.5mm;
******管厚:42mm;
其扩口要求所示,3为工件(厚壁无缝钢管);
2.主要生产设备:
(1)落地车床C6031A
C6031A车床放在专用支架平台上,使之满足******管件旋转和承受工 件******扭矩的需要;配备专用卡盘,方便装夹和各种不同管径的工件,并 连接固定。
本车床的作用是装夹管件,并驱动工件旋转,与工件连接的部件是专 用卡盘。
(2)1000KW中频加热电源
试验阶段使用500KW中频作为加热电源,升温较慢,费时效率低;经测 算工作量,重新订制了1000KW中频电源,效率提高了,质量也得到了保证。
中频电源电压为380V,输出母线与加热感应圈7连接, 感应圈7离工件3距离约30mm,感应圈7与输出母线通水(压力为0.15Mpa) 冷却。
中频电源的作用是对加热感应圈提供能量来源。
(3)感应加热圈
感应加热圈7连接中频电源,对工件3喇叭口滚压处加热,但绝不能与 旋转工件接触;冷却方式与电源输出母线相同。
(4)专用扩张装置
由滚模压头、12MPa液压系统、可调整支撑滚轮和限位装置组成,如 喇叭滚压原理图如附图4所示,1为动力车床,2为卡盘,4为滚压油缸,5为 进位油缸,6为滚轮,8为限位装置,9为支撑轮。
滚模压头6是根据端口加热扩张的特点和BS534的要求设计的,直接 与工件3接触并不断向下滚压,形成端口扩张;设计推进模具水平进给和 垂直进给两个液压系统,采用电磁阀控制,方便操作和保证,水平进 给控制滚模压头定位,垂直进给机构带动滚模压头与工件的接触程度,强 迫端口扩张;支撑滚轮9托起工件3并抵消大部分滚模压头下压受力:可通 过调节支撑滚轮9与端口之间的距离,控制喇叭口与直管段过渡段长度; 限位装置8可直观地观察到端口的形成过程和到位提示或自动停止垂直 进给,保证管端喇叭口扩张滚压到位限位,符合BS534标准或业主的要求。
(5)起吊设备
起吊工件、工模具。
3.端口扩张工艺过程
(1)扩张前准备工作
·厚壁无缝钢管卷制;
·单节厚壁无缝钢管纵向焊缝焊接;
·需扩张端口250mm内纵向焊缝磨平;
·厚壁无缝钢管两端350mm处用撑管加固、校园;
·焊接安装连接板;
·装夹工件;
·调整支撑滚轮9位置(视过渡段长度确定,如附图2);
·检查输出线各接头是否松动,并检查其绝缘情况;
·顶压油泵压力为12MPa,检查油路是否畅通(然后关闭);
·设置警戒区域;
·C6031A车床试转,油压调为3Mpa,转速1.2r/min;
·调整感应圈位置,使管壁与感应圈间隙约30mm;
·感应圈通水0.15-0.2Mpa试验,不漏水、绝缘好。
(2)工作原理
根据厚壁无缝钢管端口扩张要求,调节好支撑滚轮、限位和滚模压头的位置 (水平),启动中频电源对扩张端口加热并同时启动车床使其受热均匀,当 端口加热到850℃~900℃时,启动滚压油泵使滚模压头垂直向下对厚壁无缝钢管 端口加压,厚壁无缝钢管与压头受力接触、同方向转动,实现对厚壁无缝钢管端口的扩张。

