








青岛螺旋管喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
青岛螺旋管厂分析近期螺旋管的利润:
有部分商家认为价格有触底迹象,但想要上涨难度较大。受季节性因素影响,工程开工率和制造业数据都不容乐观,低迷的需求和成本支撑减弱都使市场难见好转。预计短期内,国内冷轧市场价格仍有下调空间。不过成本持续下降的情况下,钢厂价格并无明显回落,螺旋管钢厂利润明显,因此,下游市场多预期后期市场价格,仍有压缩空间。市场采购积极性较差,除非急需时候才会进行采购,除此之外以观望为主,加之各地多雨和农忙影响,户外工程开工率下降,螺旋管市场实际需求不足仍是根本原因。

水溶性腐蚀抑制剂的作用机理通常被认为是:螺旋管基体上的致密氧化膜或吸附膜;难溶的金属盐保护膜;难溶的复合涂膜;其他延迟电极反应的物质。
青岛螺旋管大多数有机腐蚀抑制剂的阻滞作用,在酸性介质中仅相当大,并且是由于特征吸附或络合的影响,这改变了固 - 液相界面的性质,即双电层结构,其中增加电极。 反应的屏障在很大程度上增加了金属离子化的活化能和氢的过电压,并对电极反应产生抑制作用。 一些有机腐蚀抑制剂,主要是有机表面活性剂,例如胺,醛和杂环化合物,它们是电化学惰性的并且在分子中含有极性基团。 他们的分子有两部分。
一种是非极性基团,即疏水性的。 碱通常是烃链部分; 青岛螺旋管是极性基团,即亲水基团,如羟基,羰基,磺酸基,氨基,醚键等。 如果腐蚀抑制剂的分子较弱,则主要产生物理吸附,吸附力小。 如果分子极性强或含有多个极性基团,则主要产生化学吸附,并且吸附力大,例如羧酸,磺酸盐,含氮化合物,杂环化合物等。 在较高酸度(pH<1)的蚀刻剂中,腐蚀抑制剂对金属氧化物的吸附力,比在金属清洁基底上的吸附力小得多,并且还因为氧化物(微观阴极)。氧化去极化不会析出氢,并且腐蚀抑制剂对氧化膜,在螺旋管表面上的溶解速率没有不利影响。 腐蚀抑制剂的效率取决于其化学性质,蚀刻溶液的浓度和组成,酸度,温度,蚀刻金属的组成和电极电位。
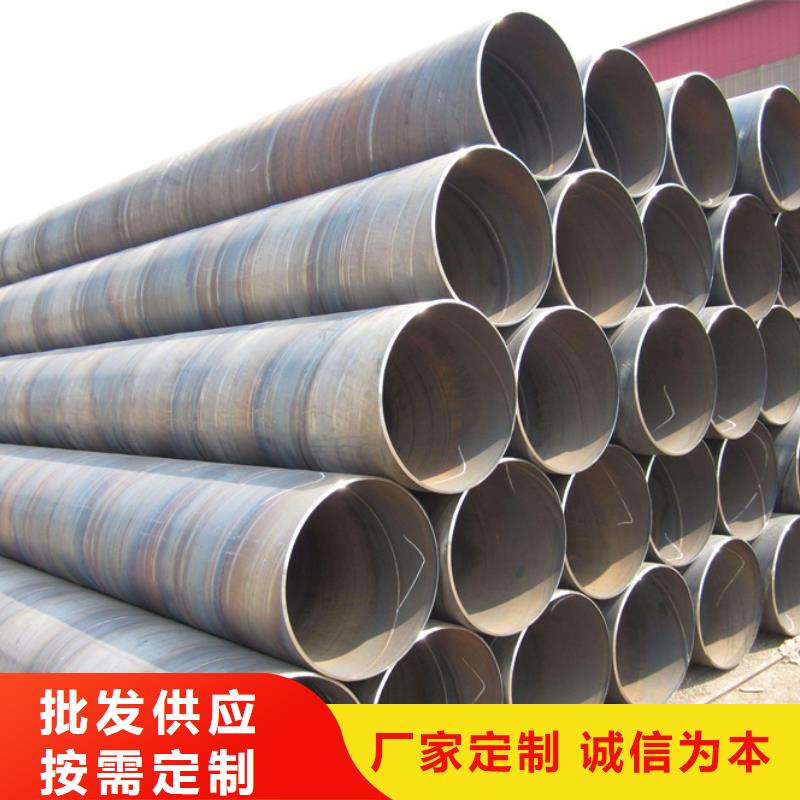
青岛螺旋管的制作工艺都有哪些:
青岛螺旋管原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置,来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机,进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
青岛螺旋管焊完的焊缝均经过,在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。

3、青岛螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、青岛螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
青岛螺旋管教您在生产中如何操作可提高生产质量?
1、青岛螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。

