




我们的钢结构高频焊接H型钢精心选材视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
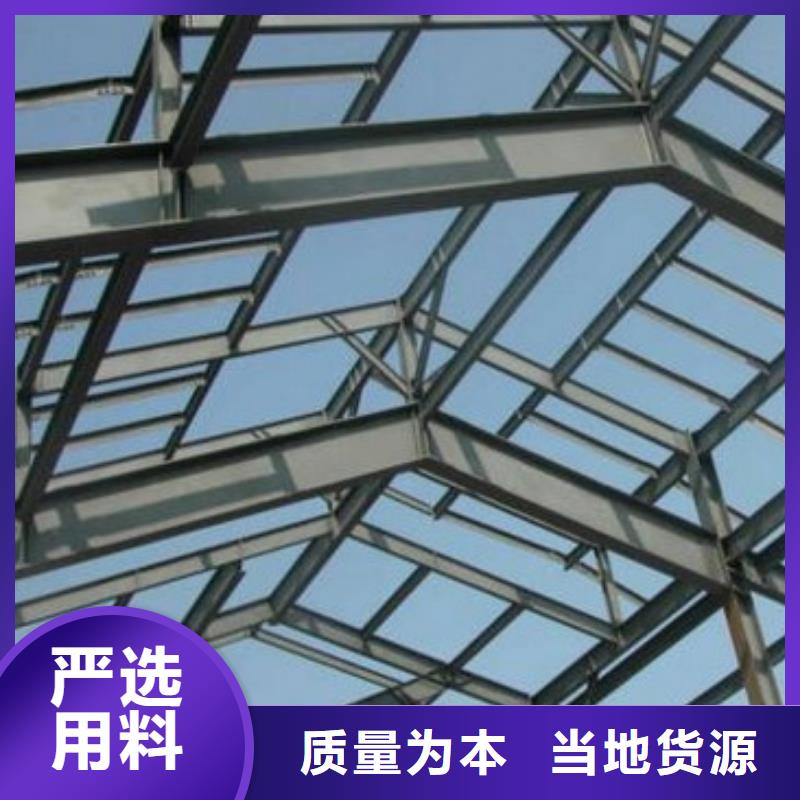
以下是:钢结构高频焊接H型钢精心选材的图文介绍


机械除锈法主要是利用一些电动、风动工具来达到铁锈的目的。常用电动工具如电动刷、电动砂轮;风动工具如风动刷。电动刷和风动刷是利用特制圆形钢丝刷的转动,靠冲击和摩擦把铁锈或氧化皮干净,特别对表面铁锈,效果较好,但对较深锈斑很难除去。电动砂轮实际是手提砂轮机,可以在手中随意移动,利用砂轮的高速旋转除去铁锈,效果较好,特别对较深的锈斑,其工作效率高,施工质量也较好,使用方便,是一种较理想的除锈工具。但在操作中须注意,不要把金属表皮打穿。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。
(3)喷砂、喷丸处理法
喷砂、喷丸处理法同前节旧涂膜使用法。(4)火焰处理法火焰处理法是利用气焊枪对少量手工难以的较深的锈蚀斑,进行烧红,让高温使铁锈的氧化物改变化学成份而达到除锈目的。使用此法,须注意不要让金属表面烧穿,以及防止大面积表面产生受热变形。
(5)化学处理法
化学处理法实际是酸洗除锈法,利用酸性溶液与金属氧化物(铁锈)发生化学反应,生成盐类,而脱离金属表面。常用的酸性溶液有:硫酸、盐酸、硝酸、磷酸。操作中将酸性溶液涂于金属铁锈部位让其慢慢与铁锈发生化学反应而去掉。铁锈去除后应用清水冲洗,并用弱碱溶液进行中和反应,再用清水冲洗后揩干、烘干,以防很快生锈。
对酸洗过的金属表面须要经粗糙处理或磷化处理,主要是增加金属表面与底漆的附着力。在稀释浓硫酸时,应慢慢把硫酸倒入容器的水中,并不断搅拌,切勿相反操作,以免硫酸液溅出伤人。
10、常见的起重设备:门式起重机 塔式起重机 履带起重机 汽车起重机 轮式起重机 桅杆式起重机 千斤顶 转扬机 葫芦 桥式起重机。



阔恒兴旺国际贸易有限公司主要经营: 福建莆田红铜扁排。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。



四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



钢结构在各项工程建设中的应用极为广泛,如钢桥、钢厂房、钢闸门、各种大型管道容器、高层建筑和塔轨机构等。
. 钢结构自重较轻
2. 钢结构工作的可靠性较高
3. 钢材的抗振(震)性、抗冲击性好
4. 钢结构制造的工业化程度较高
5. 钢结构可以准确快速地装配
6. 钢结构室内空间大
7. 容易做成密封结构
8. 钢结构易腐蚀
9. 钢结构耐火性差
10.钢结构可回收利用
11.钢结构工期较短
1.碳素结构钢:Q195、Q215、Q235、Q255、Q275等
2.低合金高强度结构钢
3.优质碳素结构钢及合金结构钢
4.专门用途钢
判定结构为重钢与轻钢结构确实没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,但我们可以以一些数据综合考虑并加以判断:
1、厂房行车起吊重量:大于等于25吨,可以认为为重钢结构。
2、每平米用钢量:大于等于50KG/㎡,可认为是重钢结构。
3、主要构件钢板厚度:大于等于10MM,轻钢结构用的较少。
. 钢结构自重较轻
2. 钢结构工作的可靠性较高
3. 钢材的抗振(震)性、抗冲击性好
4. 钢结构制造的工业化程度较高
5. 钢结构可以准确快速地装配
6. 钢结构室内空间大
7. 容易做成密封结构
8. 钢结构易腐蚀
9. 钢结构耐火性差
10.钢结构可回收利用
11.钢结构工期较短
1.碳素结构钢:Q195、Q215、Q235、Q255、Q275等
2.低合金高强度结构钢
3.优质碳素结构钢及合金结构钢
4.专门用途钢
判定结构为重钢与轻钢结构确实没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,但我们可以以一些数据综合考虑并加以判断:
1、厂房行车起吊重量:大于等于25吨,可以认为为重钢结构。
2、每平米用钢量:大于等于50KG/㎡,可认为是重钢结构。
3、主要构件钢板厚度:大于等于10MM,轻钢结构用的较少。
