

联系我们

当前位置:
武汉 华宇诚数控科技有限公司 >
内江当地产品频道
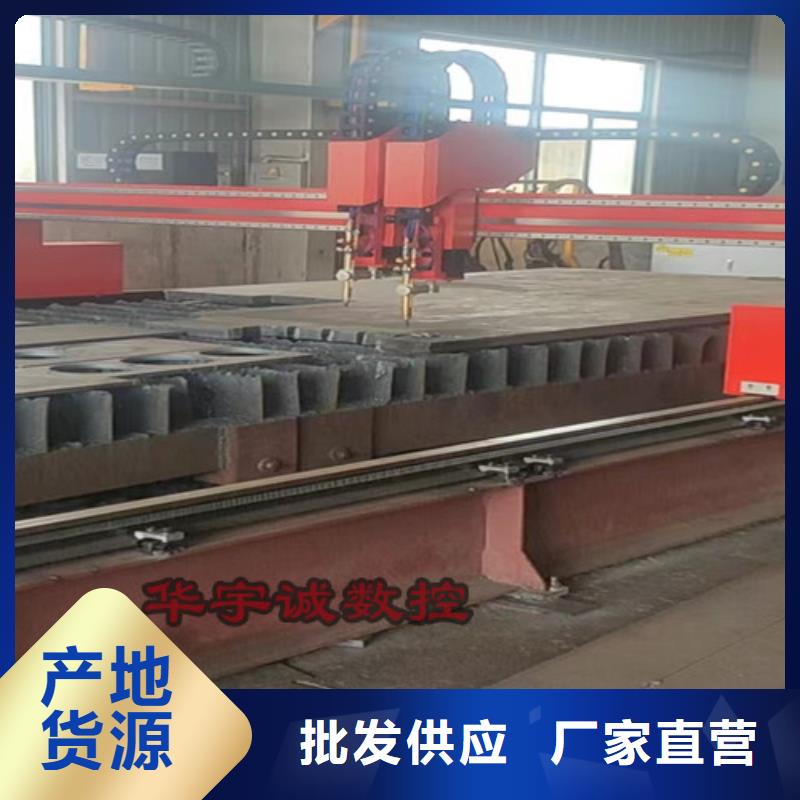
数控等离子切割机大功率激光切割机源头工厂量大优惠
更新时间:2024-12-29 09:49:53 浏览次数:22 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机大功率激光切割机源头工厂量大优惠的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机大功率激光切割机源头工厂量大优惠的图文视频





在四川省内江市采购数控等离子切割机大功率激光切割机源头工厂量大优惠请认准华宇诚数控科技有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-18986290037,QQ:1051088151,地址:武汉江夏区庙山工业园特1号发货到四川省 内江市 威远县、资中县、隆昌市)。 四川省,内江市 内江市,四川省辖地级市,古称汉安、中江,别称甜城。位于四川盆地东南部、沱江下游中段,位居重庆、成都两大城市中心,素有“川南咽喉”“巴蜀要塞”“成渝之心”之称。是重点交通枢纽之一、“一带一路”重要交汇点、四川第二大交通枢纽和西南陆路交通交接点;全市总面积5384.8平方千米,辖2个区、2个县,代管1个县级市,截至2022年底,户籍人口398.8万。
想要一睹数控等离子切割机大功率激光切割机源头工厂量大优惠产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:数控等离子切割机大功率激光切割机源头工厂量大优惠的图文介绍


数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。



华宇诚数控科技有限公司秉承“精于设计,工于制造”理念,持续不断的进行 四川内江金属激光切割机产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 四川内江金属激光切割机制造加工能力,确保 四川内江金属激光切割机产品即时规模生产、交货准时。


数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)


选购数控等离子切割机大功率激光切割机源头工厂量大优惠来四川省内江市找华宇诚数控科技有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-18986290037,{QQ:1051088151},地址:[江夏区庙山工业园特1号]。