






环氧树脂玻璃鳞片底漆施工方法
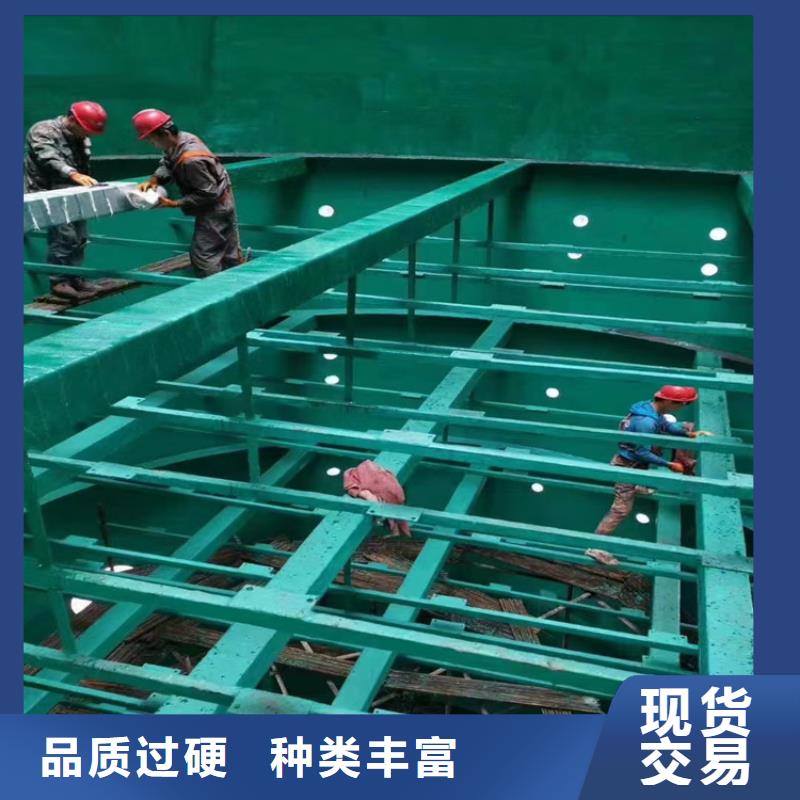
脱硫塔本体内部玻璃鳞片防腐,以及部分出口烟道防腐,为此,特编制吸收塔防腐施工方案。
主要涂层结构施工工艺流程
.1脱硫塔防腐普通涂层结构玻璃鳞片施工流程
基体验收→表面净化→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮胶泥 道→检查修补→镘刮胶泥第二道→检查修补
.2脱硫塔防腐玻璃鳞片FRP增强涂层施工流程
基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥→镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→树脂衬玻纤布一层→干燥→面层涂装→终检查(电火花等)→验收
.3脱硫塔防腐耐磨玻璃鳞片涂层施工流程
基体验收→表面净化处理→喷砂处理→刷涂或滚涂底涂一道→干燥—>镘刮玻璃鳞片胶泥 道→检查修补→镘刮玻璃鳞片胶泥第二道→树脂衬玻纤布一层→干燥→耐磨层一道→干燥→树脂衬玻纤布一层→耐磨层第二道→干燥→面层涂装→干燥→终检查(电火花等)→验收
、涂层施工前主要标准要求
.1表面准备5.1.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊接连续饱满,并同相接表面保持平滑。
1.2对需现场防腐的设备,按钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和边缘进行打磨。
1.3表面上所有焊渣,采用切削的方式, 打磨至平滑。
1.4所有内、外的加固件、吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德不准及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐角处应圆滑过渡。凸角面圆角半径大于5mm凹角面应大于10mm.局部(包括焊接缝处)凹凸不平度应小于3mm,且通过打磨后,壳体厚度必须大于设备设计的小厚度。点蚀、裂缝、咬边、划痕、鳞皮等表面缺陷必须打磨,在需要的地方通过焊接加以修补,焊接必须打磨得平整、光滑,并且不能夹有夹渣、气孔。
喷砂施工主要工艺流程
1喷砂施工
1.1砂粒选用粒径0.5-3.0mm干燥、有菱角的矿砂。
1.2喷砂气体为0.5-0.8Mpa清洁、干燥的压缩空气。
1.3喷嘴选用:耐磨喷嘴。
1.4喷砂作业穿喷砂服,工作前检查所有管路完好畅通,才可以进行施工作业。
1.5喷砂顺序为先难后易,喷枪运行方向和工件表面平行,喷枪工作时与工作面呈一定角度。
2喷砂后清洁
2.1喷砂期间用大功率的防爆轴流风机进行通风除尘。
2.2表面和架板的浮灰、砂粒先用压缩空气吹扫清洁。
2.3有油污处用苯乙烯擦干净。
3工作区域气候条件控制:T=10~40C??空气相对湿度(RH)<89%.
各种涂层结构施工规范说明
1常规玻璃鳞片涂层结构(非FRP增强结构)。
1.1底漆施工
1.1.1底漆施工采用滚涂或刷涂,施工过程随时检查,流挂、漏涂等现象,用滚筒或刷子赶压平整或补刷。
1.1.2施工过程中测试湿膜厚度,小于60Um的部位补刷。
1.1.3物料配制:
(1)配制比例:漆料:引发剂:促进剂=100:1.5:0.8(重量比)(或根据气候条件调节)
(2)配制方法:用搅拌机先把底漆搅拌均匀,再加入引发剂、固化剂混合搅拌1—2分钟;
(3)专业配料员配料和记录材料的批号、用量。
1.1.4操作要点:
(1)滚涂方式为先由上下左右来回滚动,均布物料。
(2)拐角或者滚筒难以施工的部位刷涂。
(3)湿膜厚度测试每10m2不少于5点,湿膜厚度小于60um部位补涂。
1.1.5工作区域气候条件控制:(符合标准要求)
1.2 层基层鳞片衬里施工
1.2.1施工前的确认事项:
(1)湿度高或有结露时必须使用除湿机除湿。
(2)确认刷完底涂后衬里面上是否有粉层或其它异物附着等。如有,必须干净。
1.2.2衬里材料的调和
(1)配制比例:漆料:引发剂:促进剂=100:1.0:0.5(重量比)(或根据气候条件调节)
(2)调和后用手持搅拌机进行充分的搅拌。
1.2.3衬里施工要领
(1)使用泥抹子与辊筒进行施工,确保厚度平均且达到预期要求。
(2)用辊筒蘸取少理苯乙烯轻轻滚压涂上的鳞片,调整表面。
(3)确保每层抹的涂层平均湿膜厚度控制在0.4-0.5厘米左右。
1.3 层基层鳞片衬里中间检查
1.3.1外观检查
目视,指触检查确认无鼓泡,伤痕、流挂痕迹、凹凸不平,硬化不良等缺陷。
1.3.2膜厚检查
使用磁石式或电磁式厚度计按2m2测一处,确认衬里厚度。
1.3.3对不合格处的处理
(1)厚度不足处必须补足厚度。
(2)凸部,表面伤痕,流挂痕迹,气泡等处在确保厚度的前提下用砂轮机磨平。
1.4第二层基层鳞片衬里施工(同 层类似)
依次类推,确保每道涂层平均湿膜厚度控制在0.4-0.4 m m左右。
1.5面层施工
1.5.1施工前的确认事项
(1)湿度高或有结露时必须使用除湿机除湿;
(2)确认前道基层鳞片的硬化状态。
玻璃鳞片胶泥以树脂为胶结料,加入玻璃鳞片和粉料等配制而成、可以刮抹施工的混合材料。耐酸碱盐、抗渗透性。目前各种行业的抗防腐方面,乙烯基酯玻璃鳞片为了要求,目前使用的湿接触法酸性的气体是由酸性气体引起的。过程同时具有腐蚀介质高烟气温度、SO2吸收液固体含量高、耐磨性强、设备腐蚀区域的需求,防腐失效后维护困难等。当前使用的堆栈防腐材料的耐酸砖-酸水泥、钢铁和钛化合物结构钢和不锈钢复合结构但也有大密封不严漏风系数、成本高的缺点。因此开发和使用涂层具有重要意义可以用于防腐环境下减少能源消耗。乙烯基酯玻璃片是一种热固性聚合物,与环氧树脂的优耐蚀性和力学性能相结合,同时具有不饱和聚酯树脂快速固化工艺性能。乙烯基酯树脂是分子两端的乙烯基酯基,中间骨架是一种环氧树脂。玻璃鳞片和玻璃树脂衬里由树脂和玻璃鳞片组成,具有耐蚀性。玻璃鳞片涂料和水泥浆糊的应用:1、废气脱硫设备。2、污染物处理设备,如废气废物装置、水处理设施。3、油箱衬垫和油箱底部(部分焊接,铆接点)。4、海洋工程、海洋开发工程、建筑、船舶内室、甲板、海水水箱、海上钻井、石油生产平台。

一、 组成:该漆是由环氧树脂、颜料、有机溶剂和固化剂 等配制而成,该漆为双组份分装供应。成份一为油漆,成份二为固化剂。
二、特性与用途:该漆具有常温干燥,耐水、耐酸、耐碱耐汽油性良好的特点,附着力强。广泛用于钢结构及湿热带或化工环境仪器、设备保护用涂料,是良好的防护漆,可在较低温度下使用。
三、技术指标:
项目
指标
漆膜颜色及外观
平整光滑
柔韧性
1mm
冲击强度
50kg/cm2
附着力
2级
耐盐水性
无变化
耐酸碱性
96h无变化
干燥时间
不大于24h
四、施工参考:
1、 待底漆干透后,将漆的两组分按规定比例混合搅拌均匀后静置熟化10分钟即可使用,按比例用多少配多少,如粘度过稠,可用配套稀释剂兑稀至施工粘度再进行喷涂或刷涂。
2、 已配入固化剂的漆应在6h内用完,否则时间过长胶化造成浪费。
我国是一个能源结构以燃煤为主的 ,大气污染属煤烟型污染,粉尘、二氧化硫(SO2)、氮氧化物(NOx)是我国大气的主要污染物。在20世纪50年代的工业化初始发展阶段,全国煤炭消耗量为2000-10000万吨,二氧化硫的排放量为50-200万吨;在60-70年代的工业化第二阶段,煤炭消耗量为1000-45000万吨,二氧化硫的排放量为300-700万吨;自1980年代始在工业化第三阶段,煤炭年消耗量达80000万吨,二氧化硫的排放量为900-1500万吨;同时在燃煤过程中产生相当量的氮氧化物,如2000年我国燃煤电厂的NOx的排放量达到290万吨。因此我国的能源结构特点导致了较多的重腐蚀情况,形成了酸雨等污染情况,尤其是燃煤电厂中,对于二氧化硫或氮氧化物的防治是势在必行,目前国内外较为有效的手段是烟气脱硫(Flue Gas Desulfurization 简称"FGD")。乙烯基中温玻璃鳞片胶泥 新疆耐高温玻璃鳞片胶泥价格玻璃鳞片底漆 玻璃鳞片面漆
烟气脱硫是当今燃煤电厂等控制二氧化硫排放的主要措施。而湿法石灰石洗涤法是当今世界各国应用多和成熟的工艺。 电力公司已将湿式石灰石脱硫工艺确定为火电厂烟气脱硫的主导工艺。根据有关资料介绍,自1980年代以来,仅向日本就进口或合作开始了近10套FGD装置,占我国进口FGD装置的70%。但预计到2003年湿法脱硫设备国产化率达96%以上,到2010年,国产化率达。
对于烟气脱硫来说 玻璃鳞片按照其使用部位与特点 可分为低温玻璃鳞片、高温玻璃鳞片和耐磨玻璃鳞片等。低温玻璃鳞片一般具有优良的耐水汽的渗透性、耐化学性、耐腐蚀性等特点 使用温度一般低于100℃ 是脱硫装置的主要衬里材料 主要应用于吸收塔的低温部分、事故浆罐、净烟气烟道等部分。高温玻璃鳞片一般具有优良的耐高温性能其长期使用温度可以达到160℃以上。主要应用于烟气换热器与吸收塔之间的原烟气烟道、吸收塔入口处、烟气换热,
玻璃鳞片底漆 玻璃鳞片面漆玻璃鳞片底漆 玻璃鳞片面漆
产品介绍:用 途 该胶泥以涂抹滚压形式使用,可防止针孔的产生,一次涂刷可得到较厚的涂层。由于大量鳞片状微细玻璃鳞片在厚涂层中和基层表面呈平行的方向重叠,从而产生了如下的特殊作用:
①阻止了腐蚀性离子、水和氧等的渗透。
②减少了涂层和基底之间的热膨胀系数上的差异,可阻因温差而引起的龟裂和剥落,大大增加了附着力。
③提高涂层机械强度,表面硬度高且耐磨。
特 性 具有优良的耐酸耐碱、耐溶剂性、耐热性,常温下迅速固化。被广泛应用于电厂脱硫系统 吸收塔 烟道、环保除尘设备、大型储罐、管道的内壁、化工厂房、
设备等腐蚀严重的设备涂装,是目前国际上 良的超长效防腐涂料之一。