以下是:【钢管折弯】42CrMo钢管切割规格齐全实力厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000/吨 |
|---|
| 发货期限 | 现货直发 |
|---|
| 供货总量 | 3000吨 |
|---|
| 运费说明 | 卖家负责 |
|---|
以下是:【钢管折弯】42CrMo钢管切割规格齐全实力厂家的图文视频
【钢管折弯】42CrMo钢管切割规格齐全实力厂家,宏钜天成钢管有限公司专业从事【钢管折弯】42CrMo钢管切割规格齐全实力厂家,联系人:肖经理,电话:0527-88266888、0527-88266888,QQ:616223113,发货地:经济开发区辽河路东首兴隆钢管市场发货到广西省 南宁市 青秀区、江南区、西乡塘区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、宾阳县、横县,以下是【钢管折弯】42CrMo钢管切割规格齐全实力厂家的详细页面。 广西壮族自治区,南宁市 南宁市积极发展向海经济,推动跨境产业融合发展,立足区位交通优势向枢纽经济转型,服务构建中国—东盟命运共同体。围绕中国(广西)自由贸易试验区南宁片区产业发展规划,培育发展现代金融、先进制造、数字经济、智慧物流和文体医疗等五大重点产业集群,建设产业发展新高地。2022年,南宁市实现地区生产总值5218.34亿元。
想要更直观地了解【钢管折弯】42CrMo钢管切割规格齐全实力厂家产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:【钢管折弯】42CrMo钢管切割规格齐全实力厂家的图文介绍
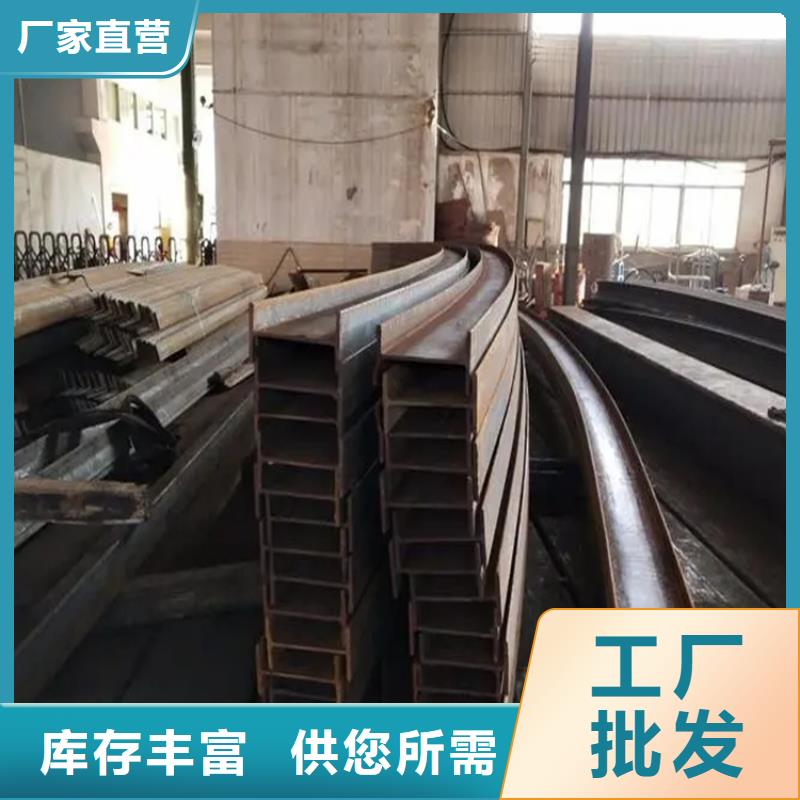
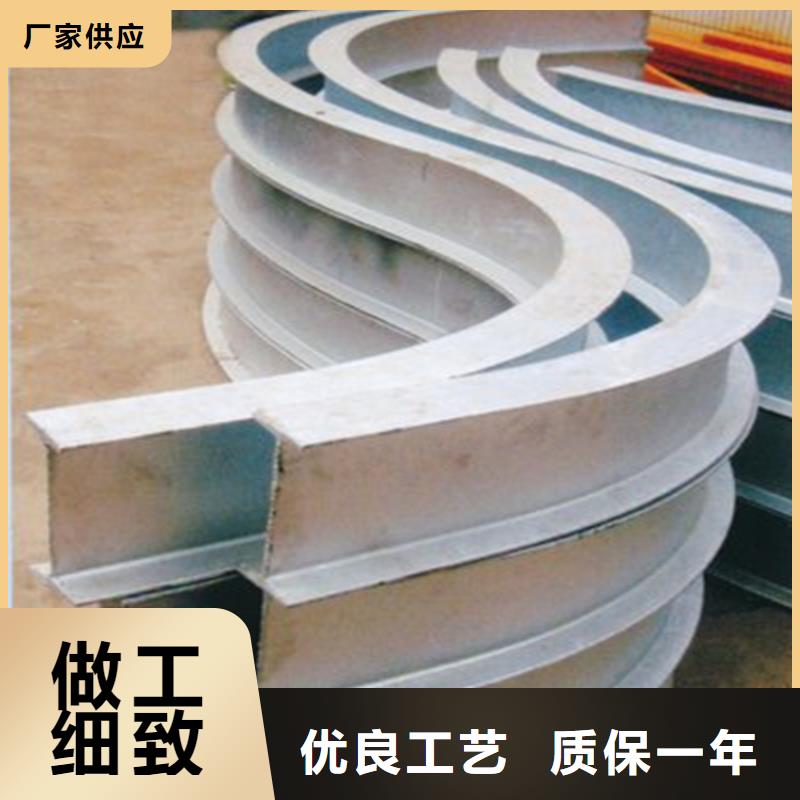
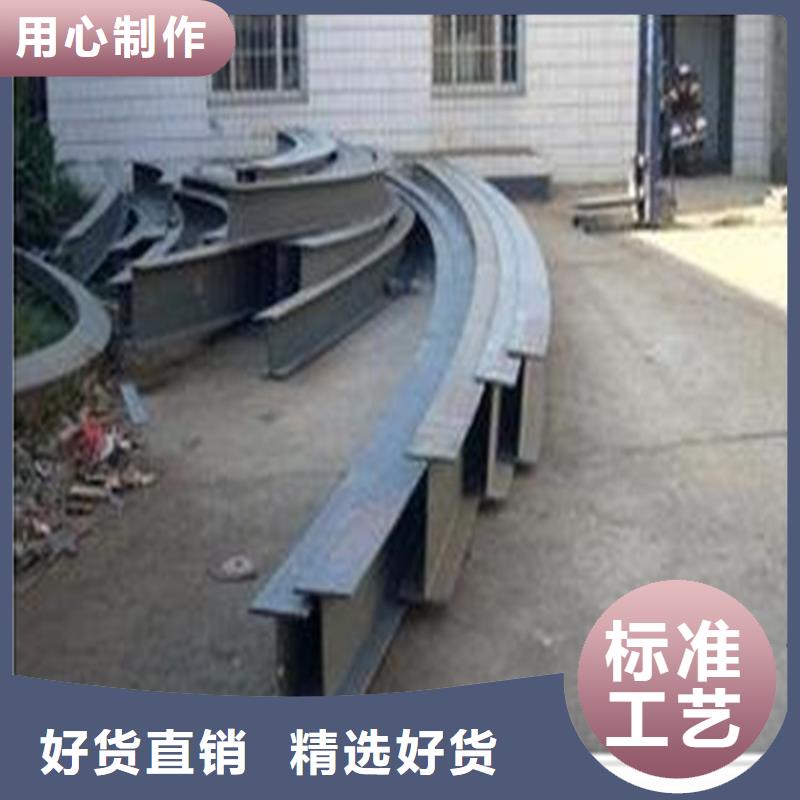
钢管折弯工艺回弹是模具设计中要考虑的重要因素,拉弯件的终成形很大程度上受到成形后回弹量的影响。回弹主要表现为整体卸载回弹、切边回弹。当回弹量超过允许值后就是成形缺陷,影响拉弯件的几何精度。方管拉弯加工时的注意事项型材弯曲变形区外侧壁厚变薄;型材弯曲变形区内侧壁厚增大、起皱;横截面形状畸变;回弹。限制型材方管拉弯加工的因素生产中限制拉弯加工的因素主要有以下两点:一是拉弯断裂,一是截面尺寸变形量过大。确定拉弯工艺参数首先要考虑的就是这两个方面。拉弯就是把金属板材、管材和型材弯曲成一定曲率、形状和尺寸的工件的冲压成形工艺。 拉弯成形广泛应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。对于拉弯构件,如果弯矩不大而主要承受轴心拉力作用时,它的截面形式和一般轴心拉杆一样。弯 在拉力和弯矩的共同作用下,截面出现塑性铰即视为承受能力的极限。对板坯进行连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调节压下辊的上下位置即可改变它与传动辊之间的相对距离。方管拉弯加工工艺是什么对于方管拉弯自身来说,方管拉弯报价,它可以直接采用弯曲的模具对其进行弯曲,方管拉弯尺寸,通常情况下都是会用方管拉弯,也正是因为如此,我们要进行留意,在这样的重要的使用情况下,现有的方管拉弯模具在使用的时候,方管拉弯,由于预弯管在进行压弯的时候,会出现预方管拉弯在弯曲的时候弯曲处出现裂纹或断裂的现象。



钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



几年来,承蒙社会各界人士的关心和支持,宏钜天成钢管有限公司充分发挥自身优势,积j i面向 广西南宁钢管喷漆市场,参与竞争, 取得了良好的生态效益、社会效益和经济效益,受到了社会各界的好评,有较好的认知度和美誉度。我们将再接再励,不断加强自身建设。



在广西省南宁市采购【钢管折弯】42CrMo钢管切割规格齐全实力厂家请认准宏钜天成钢管有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:肖经理-0527-88266888,QQ:616223113,地址:经济开发区辽河路东首兴隆钢管市场)。