您的位置>首页 >梅州本地今日News >
610*20大口径钢板卷管870*20大口径钢板卷管为您服务
更新时间: 2024-12-25 04:00:45 浏览次数:4
以下是:610*20大口径钢板卷管870*20大口径钢板卷管为您服务的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:610*20大口径钢板卷管870*20大口径钢板卷管为您服务的图文视频
导读 在广东省梅州市采买610*20大口径钢板卷管870*20大口径钢板卷管为您服务到山特金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15206358344,QQ:940273024,地址:《聊城经济开发区汇通国际金属物流园发货到广东省 梅州市 梅江区、梅县区、大埔县、丰顺县、五华县、平远县、蕉岭县、兴宁市》。 广东省,梅州市 梅州市,广东省辖地级市,位于广东省东北部,地处闽、粤、赣三省交界,土地面积1.58万平方千米。隋唐属潮州,南汉乾和三年(945年),程乡升为敬州。宋开宝四年(971年),改敬州为梅州。清雍正十一年(1733年),程乡升为嘉应州,辖地包括程乡、平远、镇平及原惠州府的兴宁、长乐五县,称为嘉应五属。1988年,设立地级梅州市。截至2022年,梅州市辖2个市辖区、5个县、代管1个县级市。2022年末,梅州户籍人口539.35万人,常住人口385.8万人。

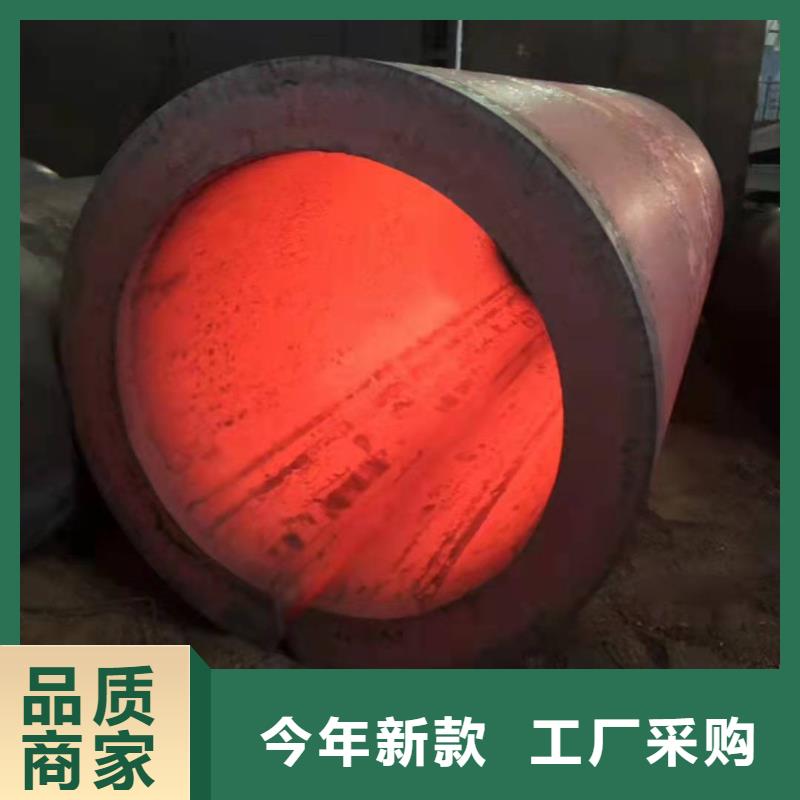
首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



梅州610*20大口径钢板卷管870*20大口径钢板卷管为您服务
总结 选购610*20大口径钢板卷管870*20大口径钢板卷管为您服务来广东省梅州市找山特金属制品有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-15206358344,{QQ:940273024},地址:[经济开发区汇通国际金属物流园]。