
联系我们

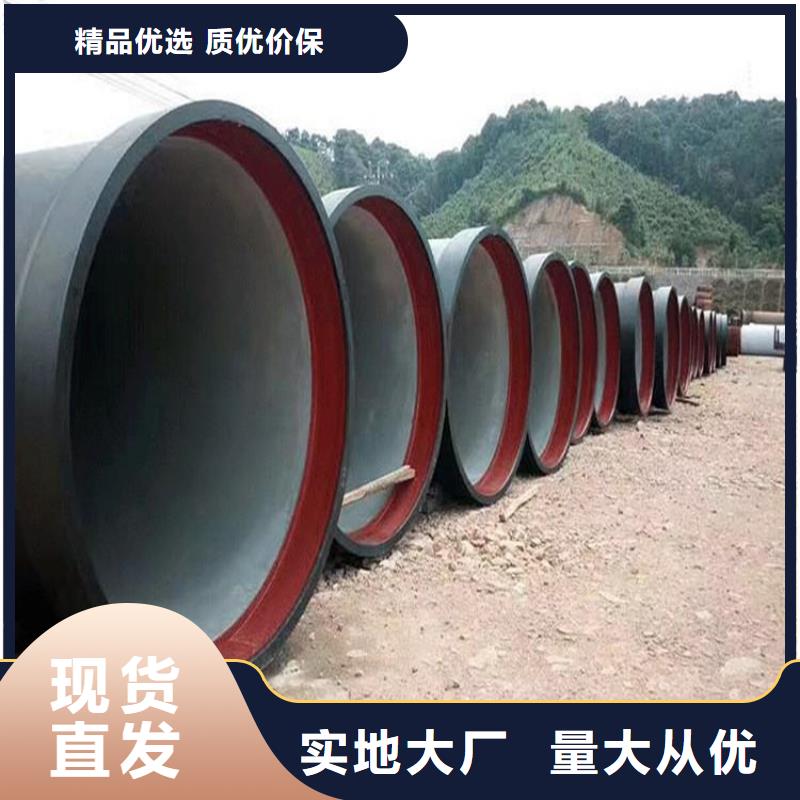
DN100球墨铸铁管寿命长
更新时间:2024-12-23 19:23:54 浏览次数:6 公司名称:聊城 博辉钢铁有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3100/吨 |
| 发货期限 | 2天 |
| 供货总量 | 1000 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 博辉 |
| 产品规格 | DN100-DN1600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-DN1000 |
| 可售卖地 | 全国 |
| 产品重量 | 理计 |
| 产品颜色 | 黑色、红色 |
| 质保时间 | 1年 |
| 外形尺寸 | 亲亲 |
| 适用领域 | 市政给水、工厂排水 |
| 是否进口 | 否 |
| 产品功率 | 100W |
| 工作温度 | 60° |
| 壁厚 | 5-20mm |


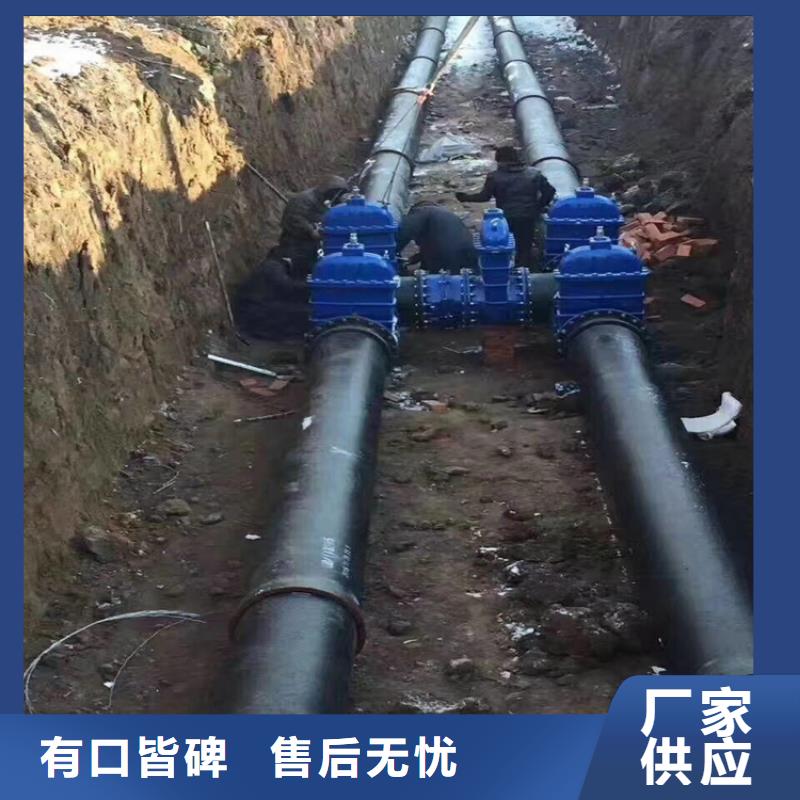


吕梁当今球墨铸铁管是国内供水,排水管中使用多的一种管材。很多供水管材也因为球墨铸铁管的出现而被淘汰了,球墨铸铁管成了供水的管材,但是,对于球墨铸铁管的修复,大部分的用户都不是很了解,下面就由郑州球墨铸铁管厂家来给大家介绍一下吧。
1、球墨铸铁管件外涂层修补:
用毛刷和钢丝清洁表面,必要时可用气燃方法干燥,用钢丝刷清理干净后,涂上油漆。
2、球墨铸铁管件内衬修补:
a.把需要修补的部分转到底部,把损杯的部分剔去。
b.用金属刷子除去残留的水泥块,湿润待修部分的水泥层边缘,然后等待几分钟。
c.填充水泥砂浆,并把它压至原有水泥涂层厚度。
d.后把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。
吕梁球墨铸铁管与普遍铸铁管的优势体现:
球墨铸铁管的制作过程是在普通铸铁管的原材料中添加了镁、钙等碱土金属或稀有金属铸造而成。球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今世界先进工艺,不同工艺球墨铸铁技术性能不同。它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。
吕梁因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的推广使用,在我国很多地区,球墨铸铁管在中、小口径的给水管中已普遍采用。有这些所有的优势可以看出球墨铸铁管的特性和普遍铸铁管的特性有很大的优势。从而可以看出球墨铸铁管行业是有这的优势的。

吕梁球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性
能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。
在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。
性能编辑
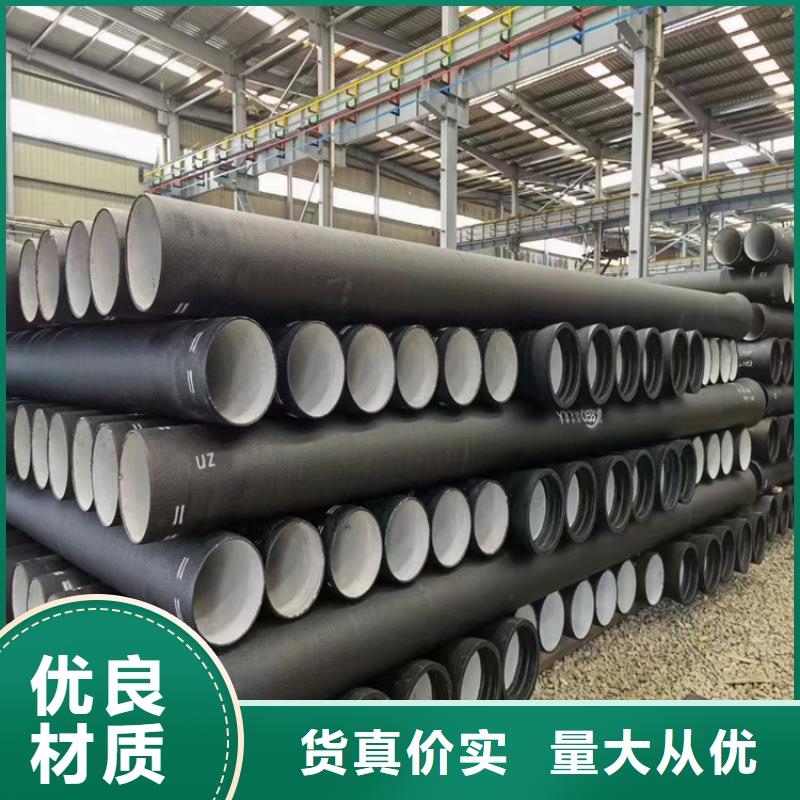
吕梁球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。
球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。内壁喷锌,水泥沙浆防腐材料等。
吕梁规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。
针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。
对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。
离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。
重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。
吕梁对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。
生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。