

联系我们

dn600球墨铸铁管质量优
更新时间:2024-12-23 21:47:00 浏览次数:4 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
| 产品规格 | DN80-DN1400 |
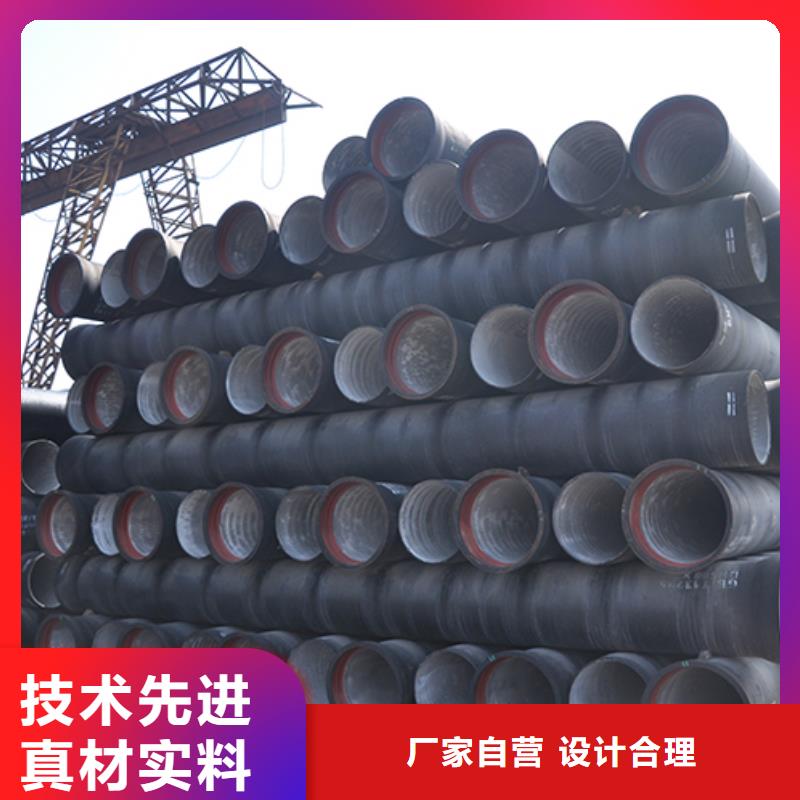

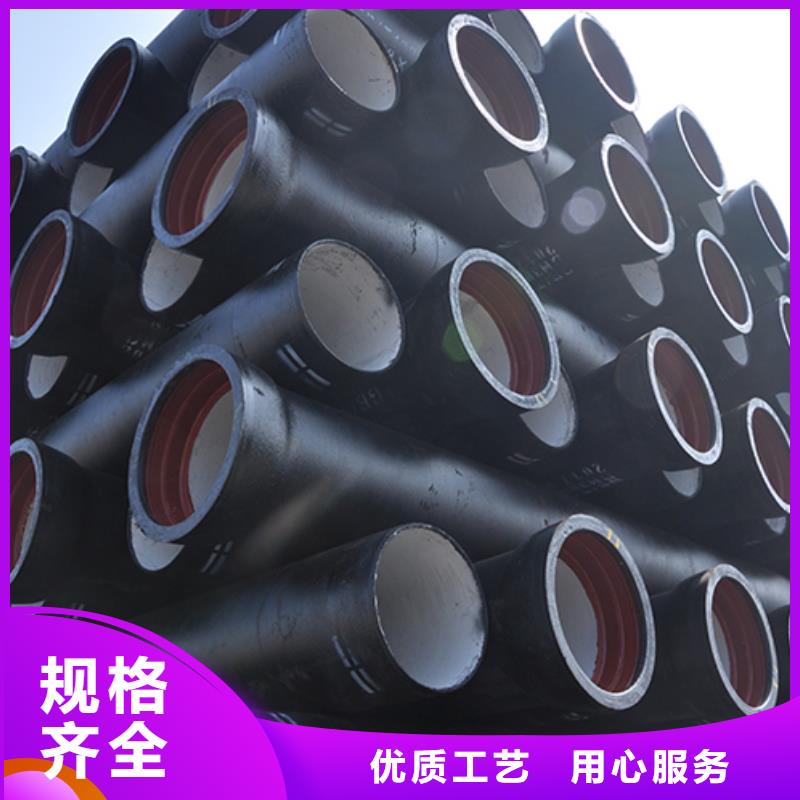




柔性球墨铸铁管的切割要点 球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等,是一种使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,我们叫做“球墨铸铁管”。球磨铸铁管防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。球墨铸铁管产品柔性铸铁管是指材质为灰铸铁,经过高速离心机铸造而成,采用柔性连接方式,橡胶密封圈密封,螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于建筑物地下,或者高层排水的一种排水管材,对地震区尤为合适。柔性球墨铸铁管在施工过程中或者遇到变形的情况,需要进行切割处理,下面介绍一下柔性球墨铸铁管的切割方法:1、切管前,首先检查柔性球墨铸铁管损坏水平,假如损坏严重,或管体上有裂纹,应判废;假如是插口变形或插口损坏严重,则切掉损坏局部;由于装置需求(如接弯头号管件)切管时,切管前对铸管的外径尺寸停止确认,即外径尺寸在公差范围内。关于因损坏或施工需求对铸管停止切割前,应将需切的铸管放在程度面或方木上,并对切掉局部沿铸铁管一周用记号笔停止标志。2、切割柔性球墨铸铁管,可运用砂轮切割机或电动金属锯切管机.砂轮切割机能够用电或紧缩空气带动,也能够靠间接内燃机带动.许多切割机能够装配切割用砂轮和磨光砂轮.假如在施工现场只运用一个切割机,那么这种切割机应顺应装配两种砂轮,便用金刚砂切割砂轮很适用于切割带水泥砂浆内衬的球墨铸铁管。3、对做好切割标志的柔性球墨铸铁管停止切割时,先从一点开端将水泥砂浆内衬的球墨铁管管壁切透,然后沿着做好的标志将铸管切开。在运用滑入式接口衔接的状况下,必需将新切割的插口端磨光、倒角,使其与原来的插口端外观相同.只要这样,才干将插口顺利地插人承口中,而不损坏密封圈。
球墨铸铁管是指材质为球墨铸铁。二、柔性铸铁管用处不同柔性铸铁管用于建筑物地下,或许高层排水的一种排水管材。球墨铸铁管用于城市,小区,市政,消防,污水管道的一种供水、排水管材。三、接口方法不同柔性铸铁管接口方法有3种,A型,B 型,W型,有法兰接口,有不锈钢卡箍接口。球墨铸铁管接口方法常见为T型承插接口。四、装置方法不同柔性铸铁管装置于室内,或许建筑物地下,采用人工装置方法即可。球墨铸铁管通常需要机械合作装置。五、标准不同柔性铸铁管标准:GB/T 12772 – 2008 ISO6594 - 2008球墨铸铁管标准:GB/T 13295 – 2008 ISO2531 - 2008六、承压能力不同柔性铸铁管接受压力为:0.4Mpa球墨铸铁管接受压力为:1.0Mpa七、口径不同 单位(mm)柔性铸铁管口径:50,75,100,150,200,250,300 口径300球墨铸铁管口径:80,100,200,250,300,400,500,600,800,1000,口径2600对于球墨铸铁管可能大家会比较陌生,没关系,接下来小编会的为大家介绍球墨铸铁管,相信大家看完以下这些介绍后对球墨铸铁管会有一个全新的认识。
球墨铸铁管执行标准GB/T13295-2003ISO2531/2003球墨铸铁管优势
一、用途柔性接口排水铸铁管是一种重力式污水排放管、广泛用于高层建筑的污水、雨水排泄及通风换气。二、材料采用优质的低硫、低磷生铁,配用锰、硅等种稀有原料,铁水溶液经过特殊的铸造孕育处理,晶粒组织细化,大大改善了直管的抗拉强度及抗冲性能,高速旋转的离心浇注工艺使产品组织更加致密。三、耐腐蚀四、水冲无噪音五、优越的使用性能1、强度高2、使用期在50年以上3、维护方便4、安装方便施工快5、防火性能好6、可任意切割7、抗震性能好球墨铸铁管规格DN50DN75DN75DN100DN100DN125DN125DN150DN150DN200球墨铸铁管具体执行标准1.球墨铸铁管产品标准GB/T13295-2003水及燃气管道用球墨铸铁管、管件和附件GB/T17457-1998球墨铸铁管水泥砂浆离心法衬层一般要求GB/T17458-1998球墨铸铁管水泥砂浆离心法衬层新拌砂浆的成分检验GB/T17459-1998球墨铸铁管沥青涂层GB/T17456球墨铸铁管外表喷锌GB/T17219-1998生活饮用水输配水设备及防护材料的性评价标准2.球墨铸铁管工程标准《建筑给水排水及采暖工程施工质量验收规范》GB50242-2002
球墨铸铁管环氧树脂喷涂工艺:表面准备:保证喷涂之前管件的表面干净没有油污、润滑油和水分。喷涂前的表面必须至少符合ENISO8501-1规定的等级。抛丸后的管件和配件必须用合适的工具搬运以免弄脏表面。环氧树脂涂层终产品应:——颜色一致,除了允许的唛头——表面和光滑度一致,除了可以接受的修补——没有可看的见的缺陷(针孔、气泡、洲其或者漏点)由于修补或者暴晒而引起的轻微的表面颜色的变化是可以接受的。附着力:环氧树脂涂层的附着力必须平均值达到8pa,小值为6Mpa。涂层厚度:局部厚度小值必须大于200μm,小平均值必须等于或者大于250μm。压痕强度:在48小时后测量压痕深度不能大于开始时涂层厚度的30%。在24h和48h测量的压痕厚度必须小于在0h到24h之间测量的厚度,但不能大于开始厚度的5%。