


联系我们

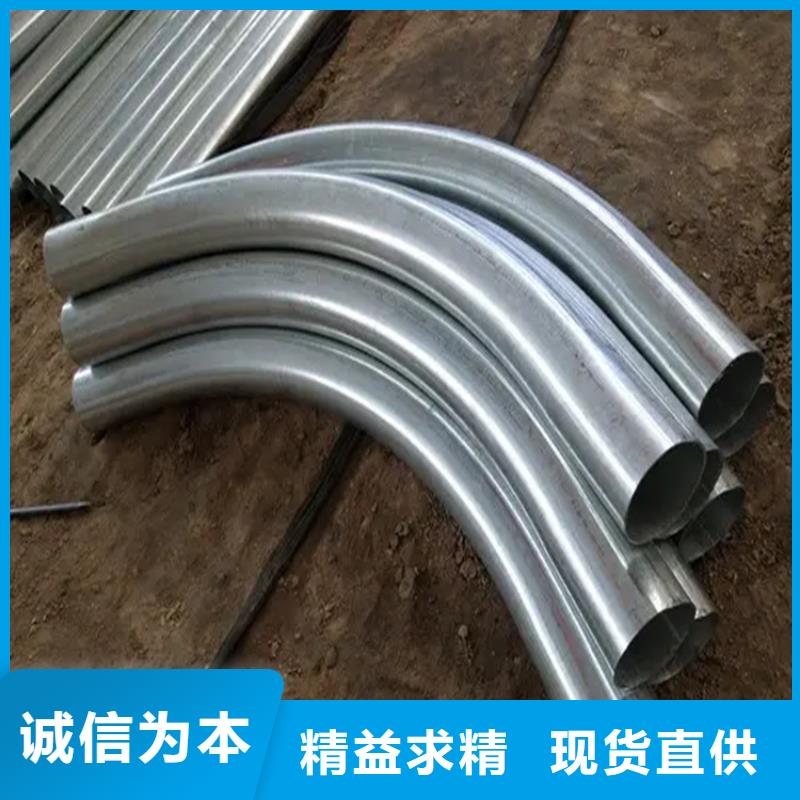
生产拉弯厂的实体厂家
更新时间:2024-12-23 23:56:15 浏览次数:6 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |



航萧管件
 在网上可以订制弯管吗?在网上订制要注意什么, 在这儿务必提示大伙儿,弯管是可以订制的,可是有的生产厂家可以订制,有的生产厂家这方面很有可能整体实力并没有非常高,就没有办法订制。在网上订制没什么问题,可是假如你深入了解得话便会发觉,这几年,生产制造弯管的厂商也在持续的增加,那麼我们在挑选生产厂家的情况下,要高度重视下列一些问题。
:看生产厂家的五星好评度如何。
现在可以根据在网上来掌握生产厂家的状况,那麼根据互联网也可以见到这一网,生产厂家的结合状况到底是如何的,那样会更好?
第二:大家还可以去看一下这一生产厂家的生产制造实例。
根据看它的实例也可以认识到这一生产厂家的具体情况,除此之外还尤其提议大伙儿,假如对弯管没有的掌握得话,可以来大家的网址中看一下,大家的网址,也会给各位给予这方面的专业知识,协助大伙儿去选购有关的产品类型。
我们在订制的过程中或是需看详细情况和规定,挑选适宜的生产厂家,那样会更好,有的生产厂家他们不仅给予定制服务,还提供各式各样的一些非标产品的具体指导设计方案这些那样会更好。
2020年较为独特,2021年许多生产厂家的业务流程都没有非常的好,在这样的情况下实际上大伙儿可以根据互联网来选购有关的商品,那样实际上也是可以取得更低的价钱,许多的生产厂家都是在搞营销。,弯管订制也是有一定的优惠价格,大伙儿可以依据优惠价格来订制,那样价钱更低!
在网上可以订制弯管吗?在网上订制要注意什么, 在这儿务必提示大伙儿,弯管是可以订制的,可是有的生产厂家可以订制,有的生产厂家这方面很有可能整体实力并没有非常高,就没有办法订制。在网上订制没什么问题,可是假如你深入了解得话便会发觉,这几年,生产制造弯管的厂商也在持续的增加,那麼我们在挑选生产厂家的情况下,要高度重视下列一些问题。
:看生产厂家的五星好评度如何。
现在可以根据在网上来掌握生产厂家的状况,那麼根据互联网也可以见到这一网,生产厂家的结合状况到底是如何的,那样会更好?
第二:大家还可以去看一下这一生产厂家的生产制造实例。
根据看它的实例也可以认识到这一生产厂家的具体情况,除此之外还尤其提议大伙儿,假如对弯管没有的掌握得话,可以来大家的网址中看一下,大家的网址,也会给各位给予这方面的专业知识,协助大伙儿去选购有关的产品类型。
我们在订制的过程中或是需看详细情况和规定,挑选适宜的生产厂家,那样会更好,有的生产厂家他们不仅给予定制服务,还提供各式各样的一些非标产品的具体指导设计方案这些那样会更好。
2020年较为独特,2021年许多生产厂家的业务流程都没有非常的好,在这样的情况下实际上大伙儿可以根据互联网来选购有关的商品,那样实际上也是可以取得更低的价钱,许多的生产厂家都是在搞营销。,弯管订制也是有一定的优惠价格,大伙儿可以依据优惠价格来订制,那样价钱更低!
 林芝生产拉弯厂的实体厂家
林芝生产拉弯厂的实体厂家
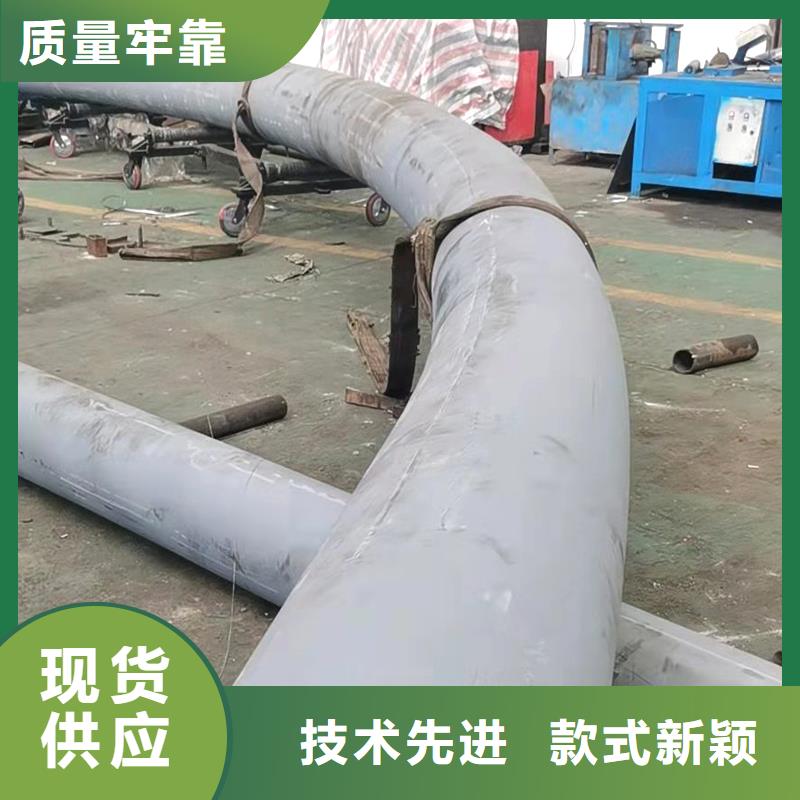
 浅谈一下全自动弯管机的控制系统有什么特点?
伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。
首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。
其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。
然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。
那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下
浅谈一下全自动弯管机的控制系统有什么特点?
伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。
首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。
其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。
然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。
那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下
 航萧管件
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。
2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。
3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。
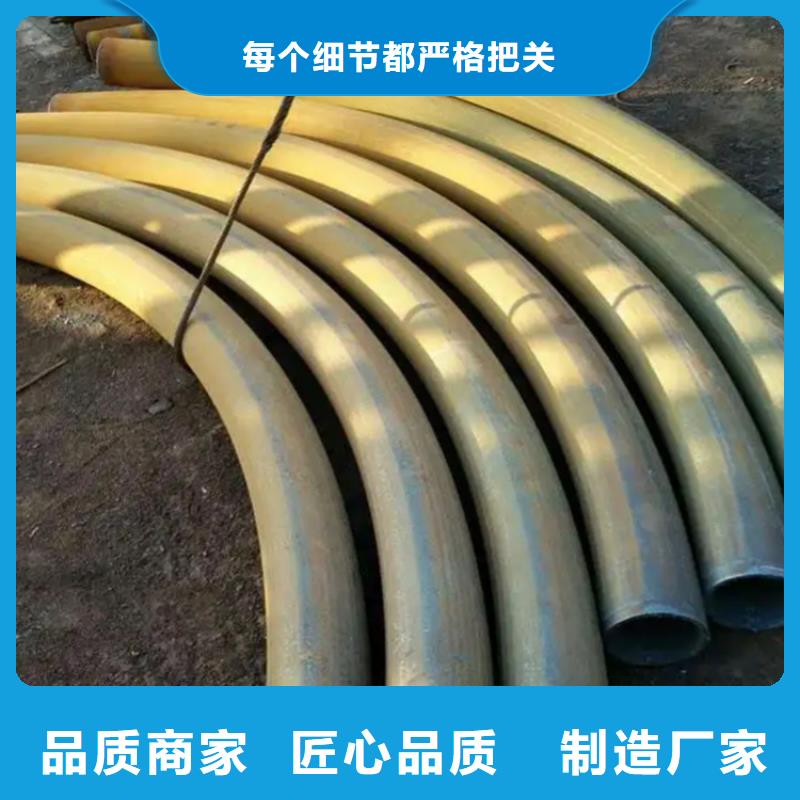
4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。
5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。
6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
航萧管件
于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。
2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。
3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。
4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。
5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。
6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。
