





绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。


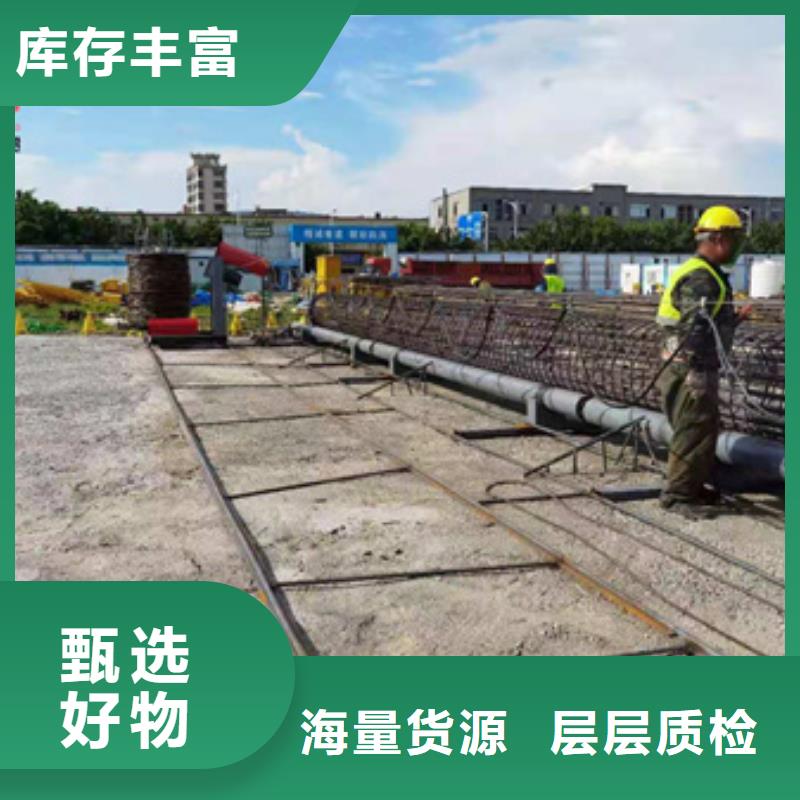
备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。
若采用划线分度工艺,则不分旋转反向。绕筋机用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。






建贸机械设备有限公司致力于高质量的,高品质,高标准 四川乐山钢筋弯曲中心产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 四川乐山钢筋弯曲中心产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。



当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。
绕筋机特点:加工速度快:正常情况下备料及滚焊部分57人一班,分二班作业,10个人 就可以加工出1520多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),对于高铁施工中米桩的笼子曾经有日产50节9米的笼子(450米天)的生产记录,工作效率非常高。



