










由于水下作业比陆上工作条件复杂,操作技术要求高,因而只有在特殊情况下才采用。
水下堵漏清基 ①建筑物基面的清理:当水生物或水垢、水锈较轻时,用竹刷、钢丝刷、刮刀、砍斧、凿子或风动砂轮等清理;较重时则用高速射流水清洗。②基坑清理:一般由潜水员辅以工具进行;当工作面或工作量大时,则先用挖掘机、挖泥船或气泵进行初步清理。
水下钻孔 当孔深及孔径较小或在竖直面上钻孔时,可用风动凿岩机钻孔,由潜水员在水下直接操作。当在闸坝上游进行帷幕补强灌浆或钻大孔径 孔时,一般采用设在船台或浮排组成的工作台上的回转钻机钻孔。20世纪60年代以来,欧洲、美洲一些 和日本广泛采用了双套管(其外套管用以固定钻孔位置,保护钻具免受流水冲击;内套管头部镶有环形钻头,可以钻透覆盖层达到基岩中)在深水域钻孔。
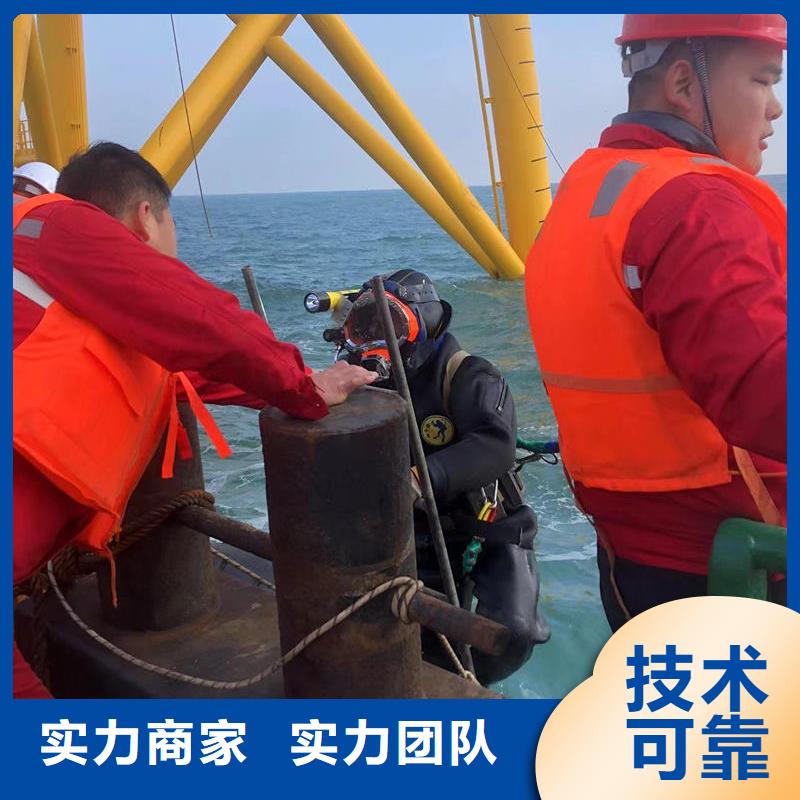
水下堵漏公司——真心为您作业在水下对船体水下部分及附属装置进行的维护和修理。主要作业有:水下检查、清洗、涂装、焊接、切割、更换与维修等。水下维修是在水下对船体水下部分及附属装置进行的维护和修理。主要作业有:水下检查、清洗、涂装、焊接、切割、更换与维修等。水工建筑物水下检修,直接在水面以下对水工建筑物的缺陷或遭受破坏部位进行检查修理。又称水中检修,一般在静水或流速不大的情况下进行。潜水服务服务部我公司闸由闸室、上游连接段和下游连接段组成(图2)。闸室是水闸的主体设有底板、闸门、启闭机、闸墩、胸墙、工作桥、交通桥等。
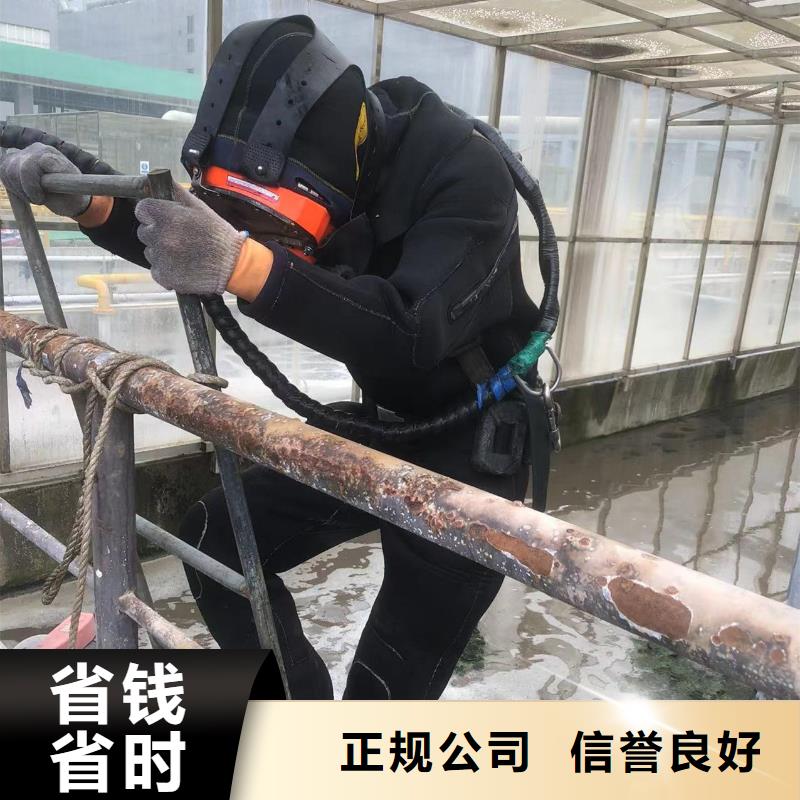
水下焊接一般依据焊接所处的环境大体上分为三类:湿法水下焊接、干法水下焊接和局部干法水下焊接。但随着水下焊接技术的发展: 又出现了一些新的水下焊接方法:水下螺柱焊接、水下爆炸焊接、水下电子束焊接和水下铝热剂焊接等。
水下湿法焊接与干法和有些干法焊接对比,运用多,但性差。
由于水具有导电性,因此防触电成为湿法焊接的首要伺题之一。水下焊接与切开的事端因素。水下切割公司但便用局限性很大,运用不广泛。有些干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其措施与湿法相似。
水中的一些杂物的影响,从而导致能见度比较低,进而在一定程度上影响焊接质量;另外由于水的传热性比较快,一般要高出空气20倍左右,所以在水下焊接工程中如果把握不好,很可能会导致焊接断裂;再加上水的压力的影响,也会影响焊接的难度;目前来说,水下焊接一般由人工来完成,但是受水中各种因素的影响,工人无法长时间待在水中持续工作,所以只有采取间接性的工作方式,而这也会影响焊接的进度与质量,水下堵漏。

水下焊接方法
水下焊接有干法、湿法和局部干法三种。
(一)干法焊接
这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。
与湿法和局部干法焊接相比,干法焊接性 ,但便用局限性很大,应用不普遍。
(二)局部干法焊接
局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其措施与湿法相似。
由于局部干法还处于研究之中,因此使用尚不普遍。.320-
(三)湿法焊接
湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。
电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的
冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。
