

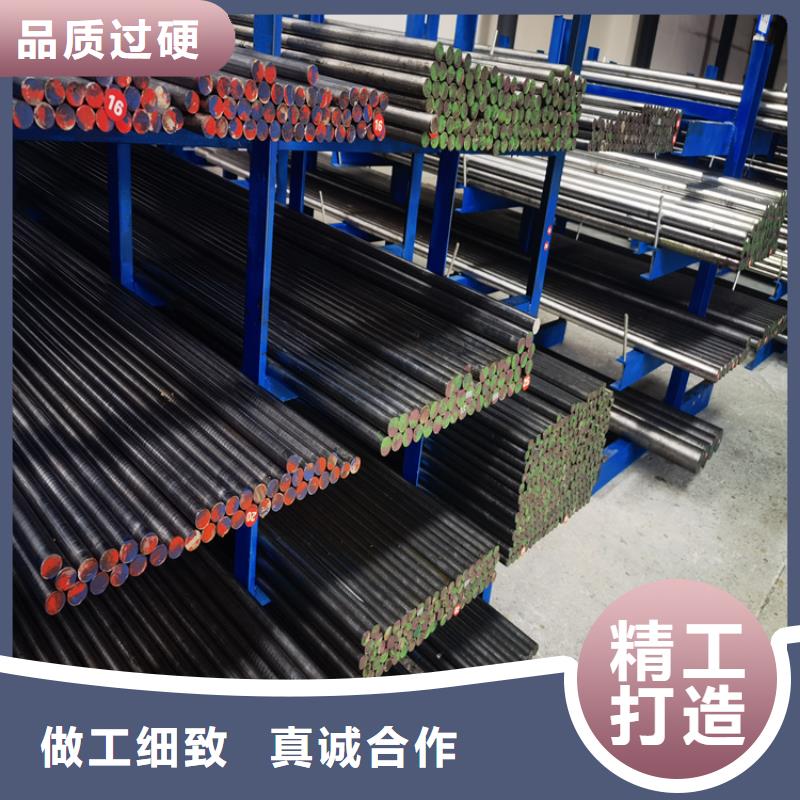

开封附近CR12MOV板料货源充足

CR12MOV该钢可用于制作材料厚度>3mm的冲裁模具复杂形状的凸模、凹模、镶块.制作凸模时建议硬度58~62HRC制作凹模时建议硬度60~64HRC。2.用于制作冲裁模具中要求?耐磨的凸模、凹模。制作凸模时建议硬度为胍60~62HRC制作凹模时建议硬度为62~64HRC。Crl2MoV加硬处理为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上想要了解更多材料与热处理技术请关注天强模具钢材。
天强特殊钢有限公司
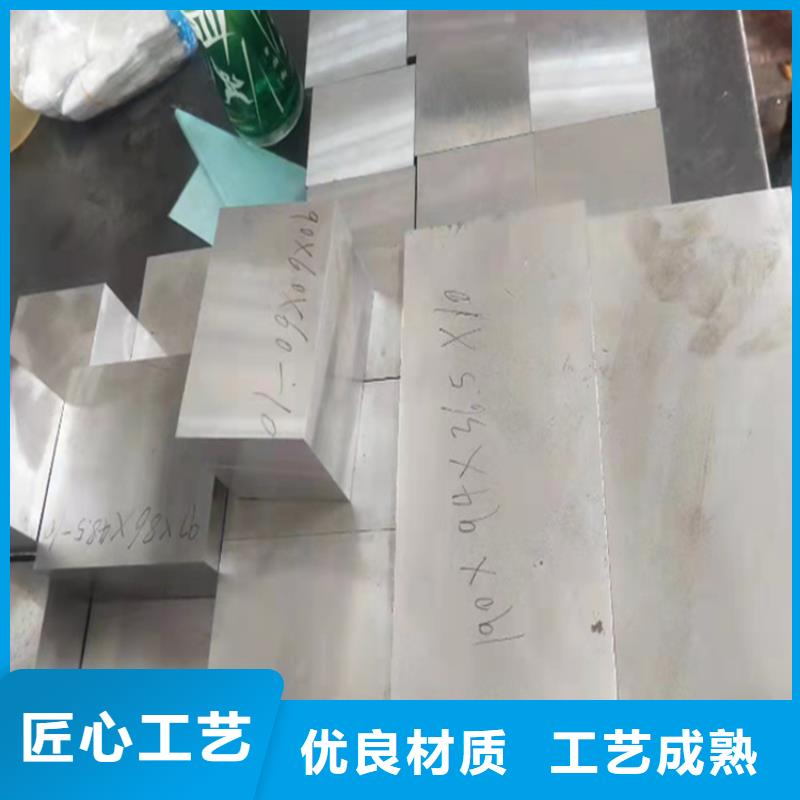
CR12MOV深冷处理可使淬火马氏体析出高度弥散的超微细碳化物, 随后进行200℃低温回火后, 这些超微细碳化物可转变为 碳化物。未经深冷处理的马氏体, 在低温周火后, 仅在某些局部区域析出有少量的 碳化物。 Cr12MoV采用低温化学热处理方法 在保持Cr12MoV钢高硬度和高耐磨性的基础上离子渗氮、气体氮碳共渗、盐浴硫氰共渗种常用的低温化学热处理渗层的粘着抗力。3种低温化学热处理渗层均有显若的抗冲击粘着作用 其中尤以盐浴硫氰共渗 。Cr12MoV钢制不锈钢器皿拉伸模经气体氮碳共渗处理后 使用寿命达3万件以上 较常规淬火、回火处理的同类模具寿命提高10倍以上。
东莞市天强特殊钢下设钢材机加工厂精料加工具有快捷的交期。正常情况下,珠三角地区的客户在下单后24小时可以收到毛料,48小时内可以收到精料。如有特殊情况,将会 时间通知客户东莞市天强特殊钢有限公司精料加工厂目前已具备完善的技术服务。售前指导客户合理选料,以帮助客户降低模具成本;售中可满足客户任何时间查询订单进度,并随时保持沟通;售后亦随时追踪客户使用情况。