


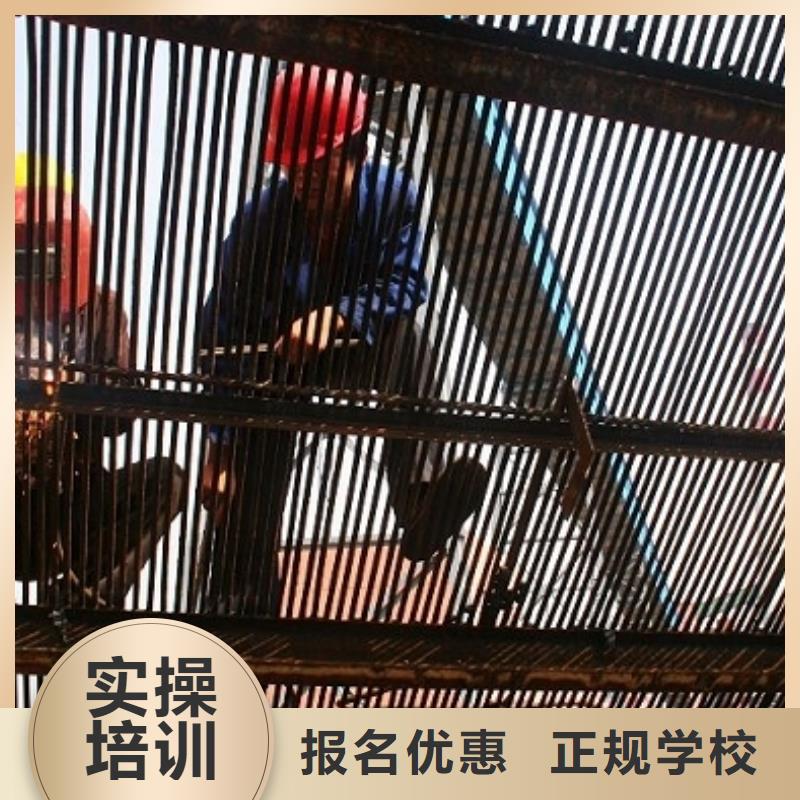
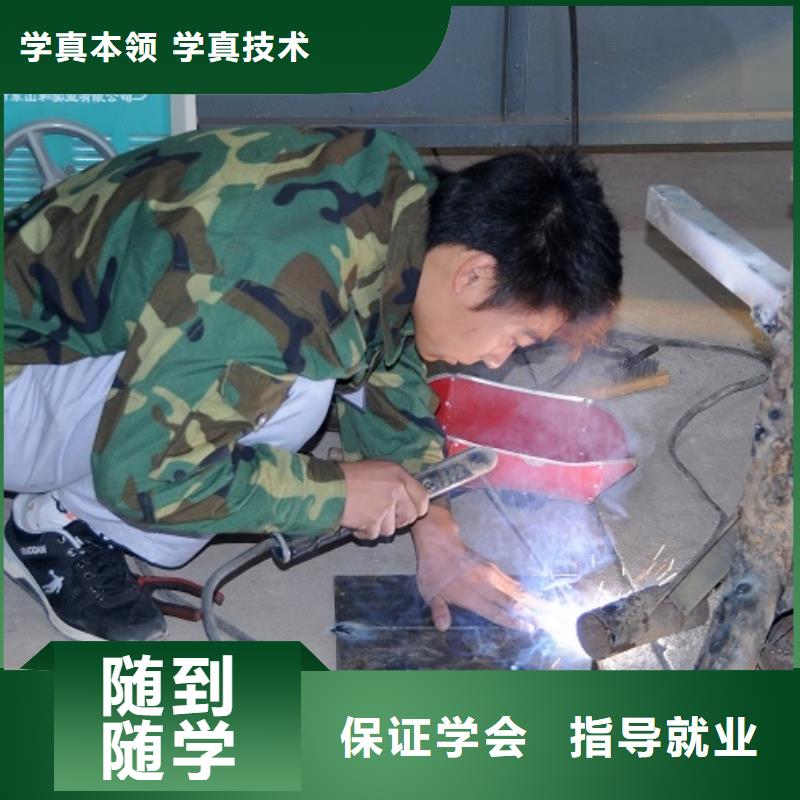





气焊、气割、电焊设备的使用与操作,注意事项等,以操作为主。
一、焊条电弧焊的焊接过程
开始焊接时,在焊条与焊件之间,先接短路,然后立即起焊条到一定距离,将电弧引然,在电弧的高温作用下使药皮、焊芯及工件熔化,形成熔池。
焊条的焊芯熔化时,是以熔滴的形式向熔池过渡的。药皮熔化过程中产生的气体充满在电弧和溶池周围,产生的熔渣覆盖在液体金属上面,起着保护液态金属的作用,同时和熔化了的焊芯、母材发生一系列的治金反应,这种反应能精炼焊缝金属,提高焊缝质量。

由于我校电焊专业班级课程分的比较细,学期学费均有所不同。电焊专科班学期一个月,电焊初级班学期一个月,电焊中级班学期3个月,电焊高级班学期一年,二保焊班学期一个月,氩弧焊班学期一个月,学费有一千多、二千多也有4千多的。具体学费,请咨询我们。
我校常年招生,随到随学,包教包会,校企联合,安置工作,入学即签订就业保障协议。望有志从事电焊行业的所有人士速来报名。
地址:保定市南二环 :13313328035 QQ781651815
氩弧焊培训专业 学制30天 学习平焊、角焊、立角焊、管对接、管板接等不锈钢装饰焊接、打磨、刨光表面处理技术。另学习铝\铜横焊的焊接技术。本阶段完成后能够独常用的氩弧焊焊接工作。掌握焊接工艺及特点、氩弧焊工艺参数及特性、氩弧焊操作实训、职业道德等。
气焊专科(学期1个月) 学习气焊的平焊、立焊、角焊、立解焊、管的滚动焊,管的横焊,管的水平固定焊,管板的水平固定焊,管板的坐骑式焊接技术,并学习焊铜、焊铝的技术。
目前焊接系统的特点
1. 机械装置
点焊机系统由机械装置、供电装置、控制装置三大部分组成。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,
