


锯弓应缓慢,不得冲击放下来时。在切割过程中严禁操作人员离开岗位,严禁戴手套。每班必须断开电源,打开护罩,取出带到锯轮附近的芯片,进行日常维护和清洁工作。 尤其需要注意的是:拆卸下来的螺丝钉一定要放在专门的盒内,以免丢失,装配后,盒内的东西应全部用上,否则装配不完整。带锯床切割精度的高低与带锯条有着直接的关系。首先新的带锯条要磨合,做磨合切削目的是为了锯齿在加工后余留的细误差。做到锯齿两侧向侧面凸出的分齿量相等,锋利的齿刃毛刺被自然磨除掉,已得到适合 切削的齿刃。其次带锯床进给量过大,使齿尖过早的大能量切削,锯齿负载过重被卷刃、钝化,分齿量也随之遭到损坏。在这种情况下,被钝化的锯齿,已经达不到锋利锯齿切削顺畅的能力,造成锯切时工件表面比较粗糙。
锯切精度低,但锯的稳定性取决于锯条的张力、锯条的长度、进给方向和导向装置。带锯机是带锯机的导向装置,它的作用是缩短锯条工作边的自由长度,提高锯条的刚性,减小锯条横向振动的幅度,使锯条保持平直。
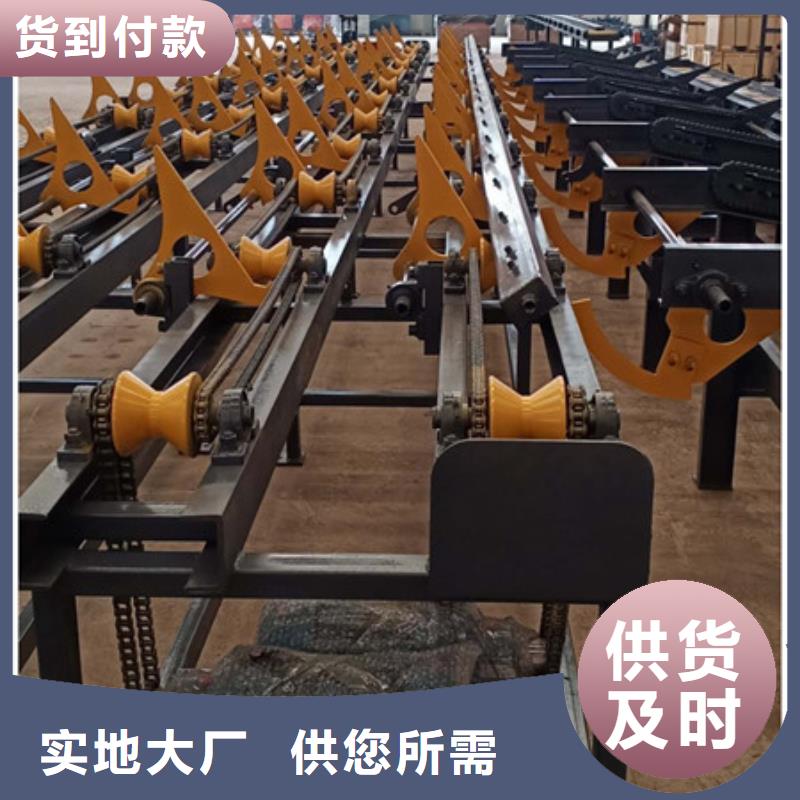
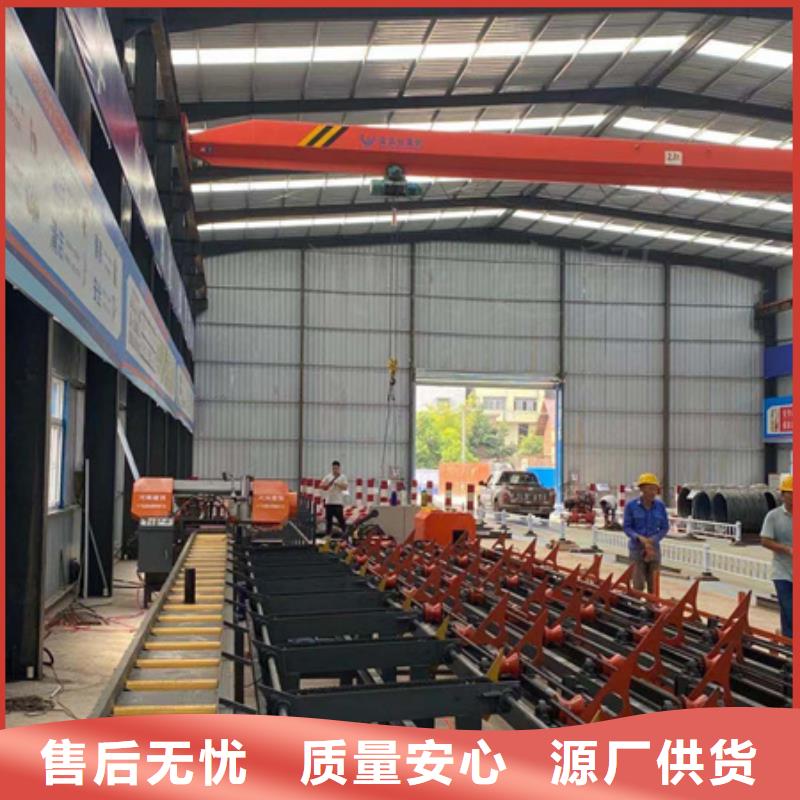
箍筋拉爨不需搭接,较之手工作业节省材料,降低了施工成本
由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。
产品特点
自动送线机构,可在线调整间距,误差小,成型质量高。
自动焊机,焊点,减轻劳动强度
变频控制拖笼机构,行走精度高
自动拖笼设计,避免焊接过程中因笼子自重导致其弯曲变形。
自动上料装置,加快上料速度,提率。
模板采用模板环加导管组合,可加速更换笼子直径和变换笼子主筋根数
平立滚式矫治装置,矫直效果好,寿命长。
控制系:PLC,触摸屏,ABB变频器。



钢筋锯床上的切削液使用要注意事项:
1)为防止金属切削液因化学作用变化,降低功能,使用机床切削液的容器:管路、水泵,要用金属清洗剂彻底清洗,并用自来水冲刷,再用干净棉纱抹干净。(不能用洗衣粉、皂水清洗)。
2)直接用自来水和清洁水配制,不用加热和其它处理。
3)定期检查切削液是否发霉、发臭、杂物、铁屑,必要时更换切削液。金属带锯床操作流程2
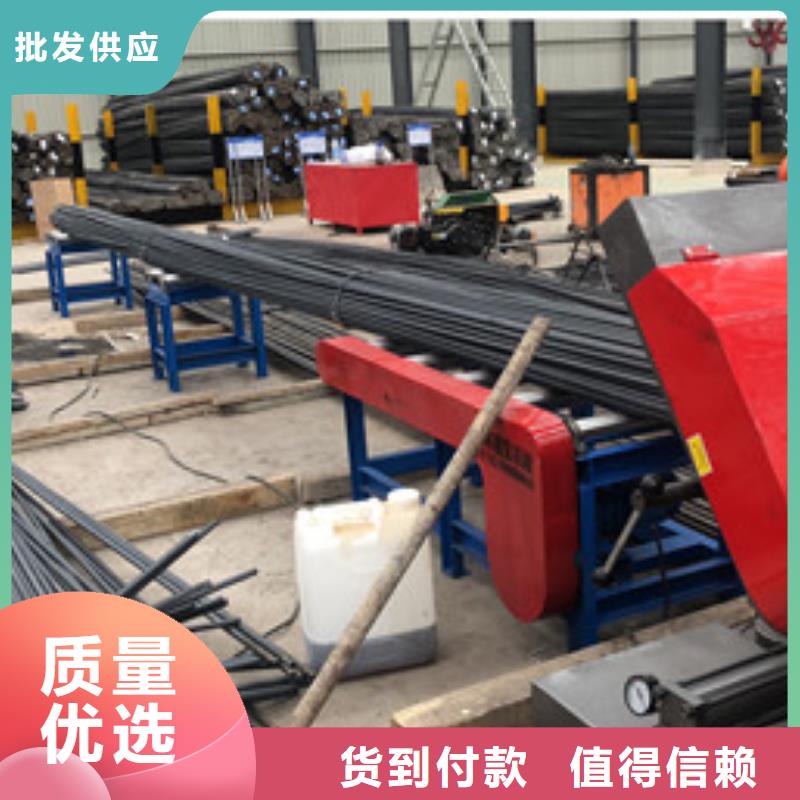
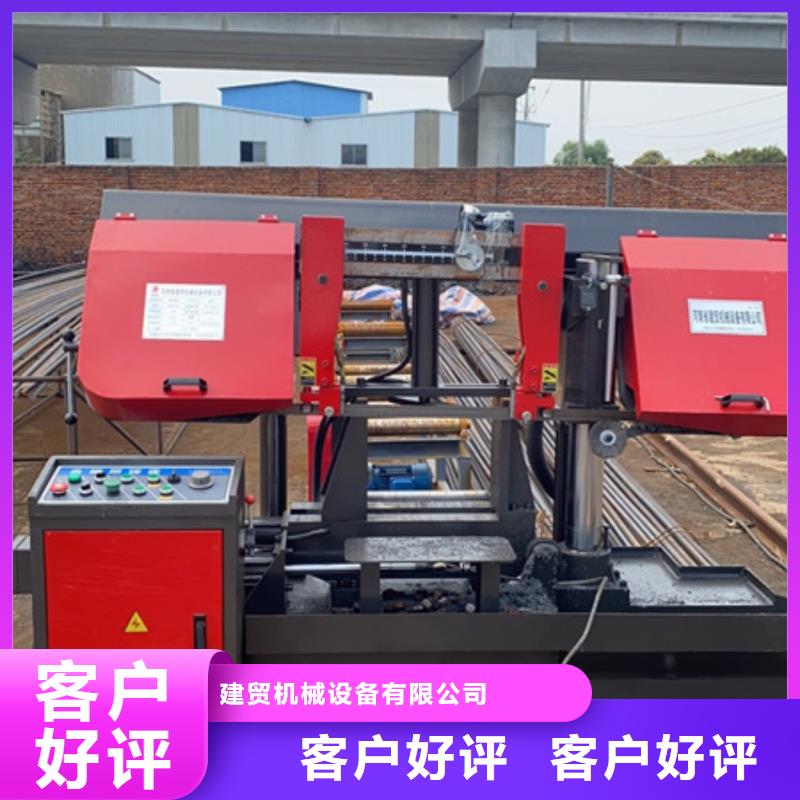
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
产品型号 JMGB4240
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
建贸机械设备有限公司 质量优的荆州立式锯床现货厂家 jmc
锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。

锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。
