



5 、金属带锯床在作业中,禁绝半途变速,锯料要放正、卡紧、卡牢,按原料硬度和锯条质量决议进刀量。
6 、有必要专用液压油和光滑油液压传动及光滑装置中,冷却液有必要清洁,并按周期替换或过滤。
7 、在资料行将锯断时,要加强调查,留意操作。
8 、作业结束,堵截电源,把各操作手柄放回空位上,并做好清扫作业。
9 、机床作业时如发现毛病,应立即泊车报告建造与保障部派机修工修补。鑫岳机床一直认为:供给优质的产品,是报答客户 的办法。
常呈现的维修误区
毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。
钢筋锯床上的切削液使用要注意事项:
1)为防止金属切削液因化学作用变化,降低功能,使用机床切削液的容器:管路、水泵,要用金属清洗剂彻底清洗,并用自来水冲刷,再用干净棉纱抹干净。(不能用洗衣粉、皂水清洗)。
2)直接用自来水和清洁水配制,不用加热和其它处理。
3)定期检查切削液是否发霉、发臭、杂物、铁屑,必要时更换切削液。金属带锯床操作流程2
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
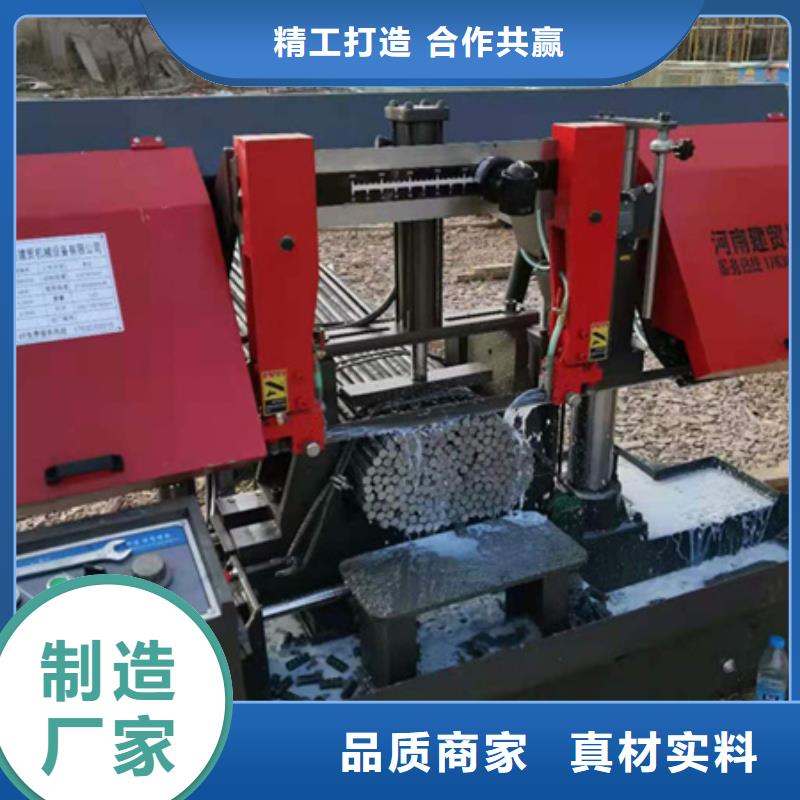
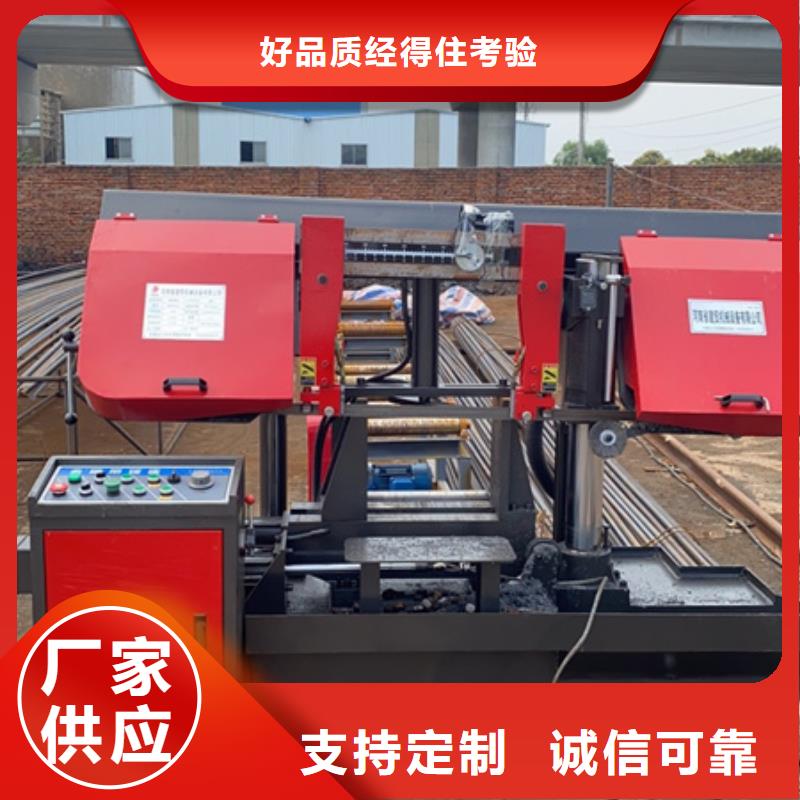
产品型号 JMGB4240
切削范围(mm) 400*400
锯带规格(mm) 4180*34*1.1
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 4.0
液压电机功率(kw) 1.5
冷却泵功率(kw) 0.04
外形尺寸(mm) 2200*1100*1500
 建贸机械设备有限公司
建贸机械设备有限公司
为什么使用金属带锯床要对带锯条进行磨合。锯床切削液的应用与作用、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求: 在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
 荆州销售整捆锯钢筋锯床_优质厂家
建贸机械设备有限公司
荆州销售整捆锯钢筋锯床_优质厂家
建贸机械设备有限公司
另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。
带锯床油一热液压柱升不起来的原因分析
影响金属带锯床锯条价格的因素
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
 jmc
jmc
