

联系我们

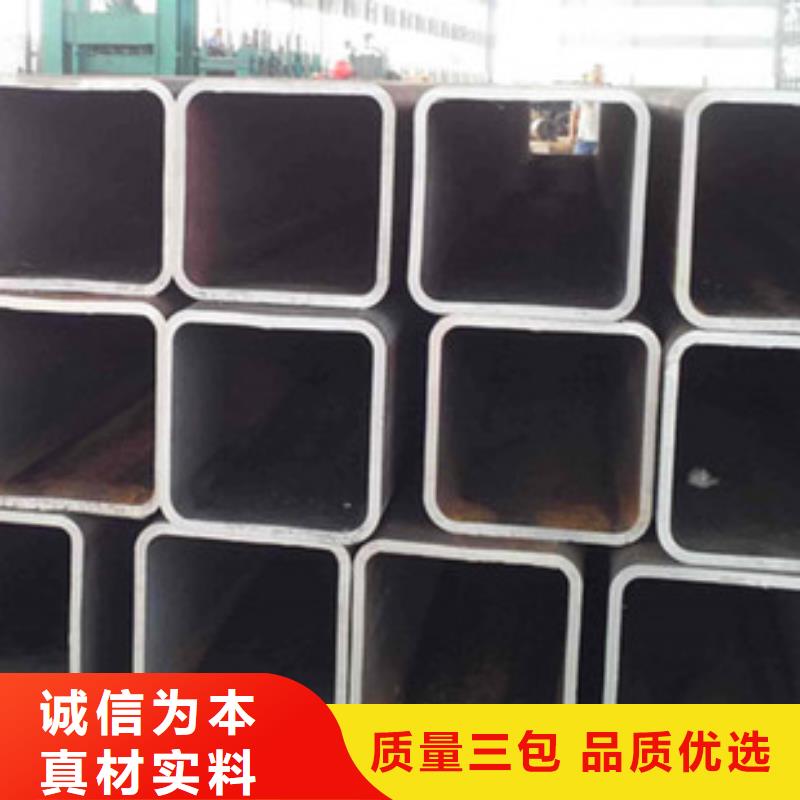
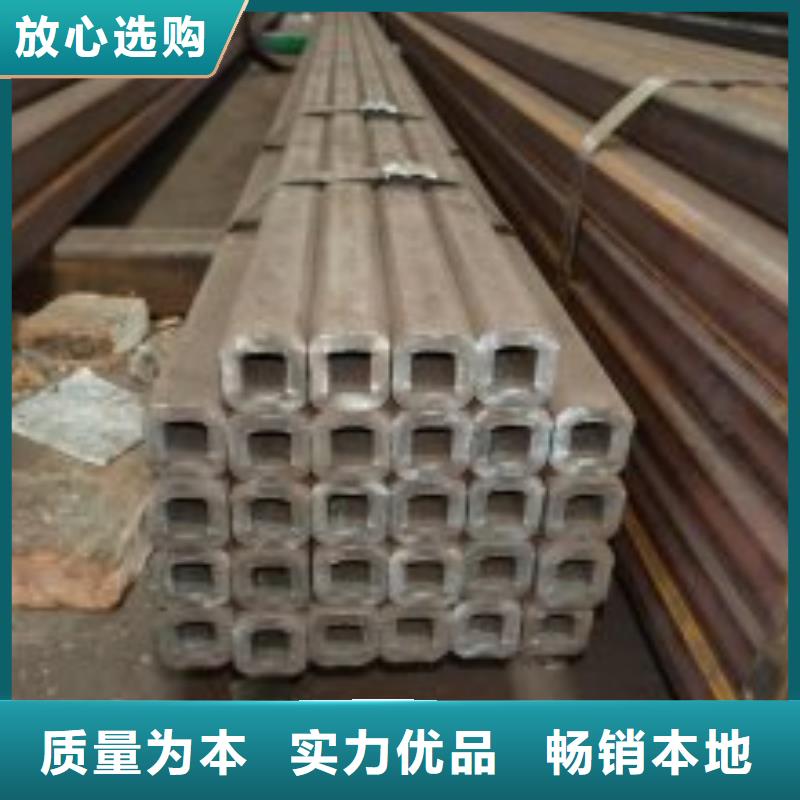
无缝方矩管|无缝方矩管厂家现货
更新时间:2024-12-22 21:49:18 浏览次数:7 公司名称:聊城 鑫邦源特钢有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 99999 |
| 运费说明 | 电联 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 20#Q345BQ355B |
| 产品规格 | 规格齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可以 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 黑色 |
| 外形尺寸 | 按需定制 |
| 适用领域 | 建筑 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 是否可定制 | 是 |



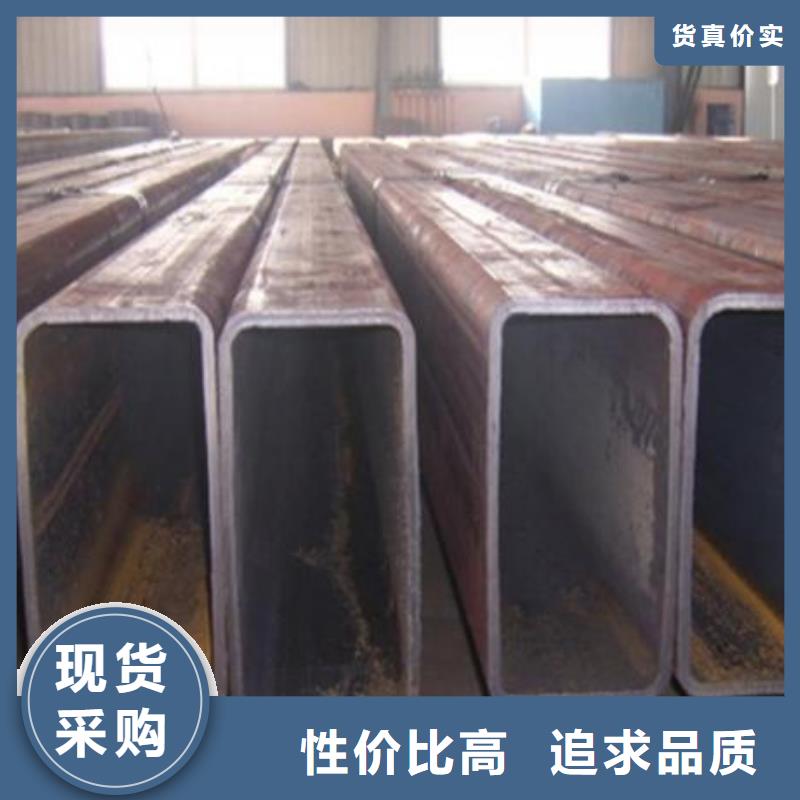


焊接矩形管简介焊接矩形管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的矩形管。焊接矩形管生产工艺简单,生产效率高,品种规格多,设备资少, 常用材质为:Q235A,Q235CQ235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),低压流体输送用大直径电焊钢管(GB/T 3091-2001),以及换热器用焊接钢管(YB4103-2000)。焊接矩形管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝矩形管相比,焊缝长度增加30~,而且生产速度较低。



方管厂家方管望文生义,它是种方形体管,很多种材质物质都能够构成方管体,它介质于,干什么,在什么,大多数方管以钢管为多数,经过拆包,平整,卷曲,焊接构成圆管,再由圆管轧制成方形管然后剪切成需求长度。
普通是50根每包方管在方面以大规格居多在10*10*0.8-5~~500*500*10-25,方管按途分为构造方管,装饰方管,建筑方管,机械方管等。方管是一种空心方形截面轻薄壁钢管,也称为钢制冷弯材。它是以Q235热轧或冷轧带钢或卷板为母材经冷弯曲加工成后再经高频焊接制成方形截面外形尺寸钢。

矩形管的横筋细而低,经常出现充不满的现象,原因是厂家为大的负公差,成品前几道的压矩形管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。
优质钢材的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于厂家产品切头少,头尾会出现大耳子。矩形管材质含杂质多,钢的密度偏小,而且尺寸超差在没有游标卡尺的情况下,可以对它进行称量核对。
比如对于螺纹钢20,标准中规定大负公差为5%,定尺9M时它的单根理论重量为120公斤,它的小的重量应该是:120 X(l-5%)=114公斤,称量出来单根的实际重量比114公斤小,则是钢材%。一般来说整相称量效果会更好,主要考虑到累积误差和概率论这个问题。


大口径无缝钢管钢材在热轧或锻造后不再对其进行专门热处理,冷却后直接交货,称为热轧或热锻状态,热轧(锻)的终止温度一般为800~900℃,之后一般在空气中自然冷却,因而热轧(锻)状态相当于正火处理。
所不同的是因为热轧(锻)终止温度有高有低,不像正火加热温度控制严格,因而钢材组织与性能的波动比正火大。前不少钢铁企业采用控制轧制,由于终轧温度控制很严格,并在终轧后采取强制冷却措施,因而钢的晶粒细化,交货钢材有较高的综合力学性能。
无扭控冷热轧盘条比普通热轧盘条性能优越就是这个道理,热轧(锻)状态交货的钢材,由于表面覆盖有一层氧化铁皮,因而具有一定的耐蚀性,储运保管的要求不像冷拉(轧)状态交货的钢材那样严格,大中型型钢、中厚钢板可以在露天货场或经苫盖后存放。



鑫邦源特钢有限公司坐落在经济开发区钢管城2排5号,本厂主要生产 吉林15crmoG 高压合金管 。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁,我们衷心希望与广大客户建立业务联系,并提供完善的服务,同创业,共发展。
我们坚持诚信为本,,服务用户,回报社会的原则,建设以管理为基础,以用户为中心,以科技为先导,以改进为动力的质量、信誉型企业。



矩形焊管的制造,需要将胚料送入熔炉内进行加热,温度在一千二左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的矩形焊管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到矩形焊管的基本雏形了,整个制造流程还是比较复杂的。
针对大口径方矩管在焊接过程中出现的变形问题,我们采取的方法主要有,用较小焊接电流、较快的焊接速度,,并且在有对称的焊缝中,有一端开始进行焊接,采用对称越前法进行交错焊接,也就是说如果 次焊150mm长仃止,再焊对称方300mm。越过前面150mm趋于平衡,然后再重复以上步骤就可以了.


