


联系我们

热浸锌槽钢厂家直销
更新时间:2024-12-28 21:45:18 浏览次数:8 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4200 |
| 发货期限 | 两天 |
| 供货总量 | 5000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 型钢 |
| 适用领域 | 钢结构工程 造船 电力 化工 石油 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 性能 | 耐高压,耐高温,抗压,抗拉等 |
| 工艺 | 热轧 |



nmgsy<嘉峪关>神悦钢材有限公司
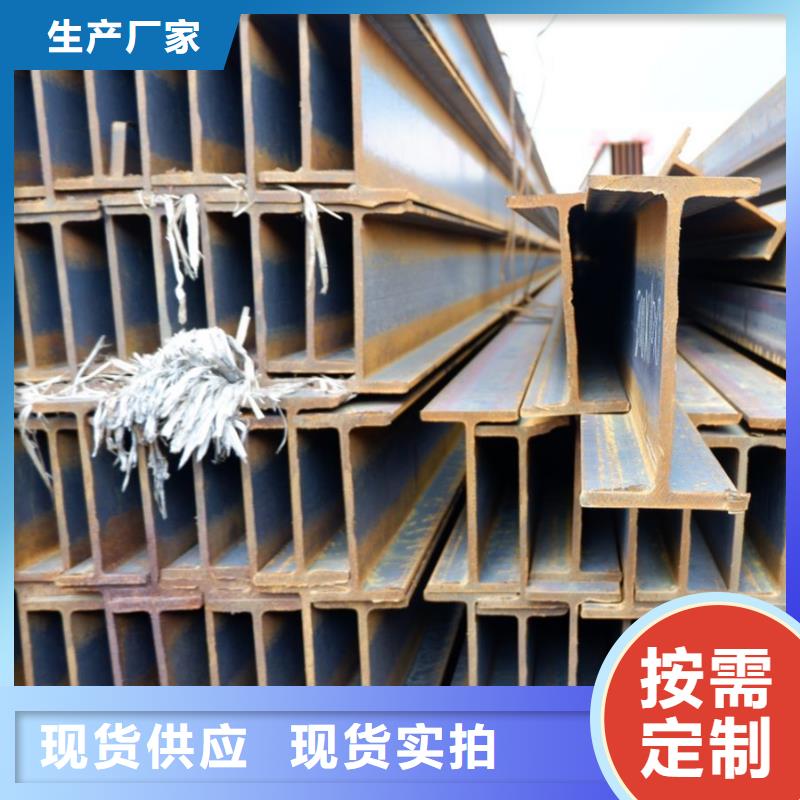
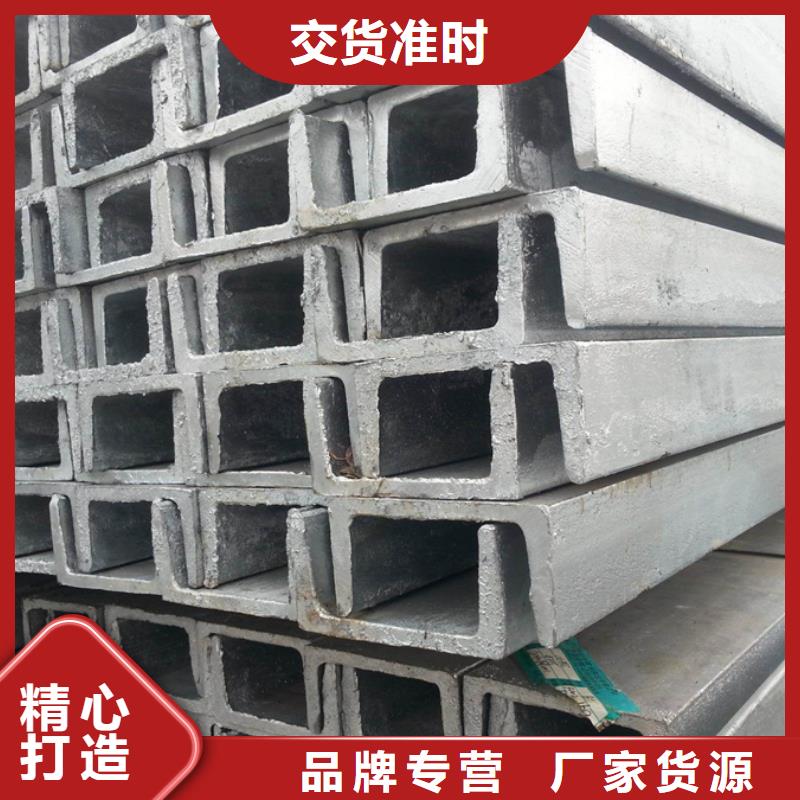
嘉峪关槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造、其它工业结构和固定盘柜等,槽钢还常常和工字钢配合使用。嘉峪关槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢依照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。嘉峪关Q355B槽钢的规格主要用高度(h )、腿宽(b )、腰厚度(d )等尺寸来表示,目前国产槽钢规格从5 ―40 号,即相应的高度为5 ―40cm 。嘉峪关Q355C在相同的高度下,轻型材比普通槽钢的腿窄、腰薄、重量轻。18 ―40 号为大型槽钢,5 ―16 号槽钢为中型槽钢。进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格号以外,槽钢没有特定的成分和性能系列。嘉峪关定尺槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5 ―12m 、5 ―19m 、6 ―19m 三种。进口槽钢的长度选择范围一般为6 ―15m 。
一家嘉峪关生产销售镀锌槽钢的公司,嘉峪关型材自主生产,一条龙服务,价格实惠,在嘉峪关,地理位置也好,提货很方便。嘉峪关镀锌槽钢加热到850~1250℃,然后进行以1℃/s以上的冷却速度冷却的热处理。这样可以成为含体积分数12%以上马氏体的组织、730MPa以上的高强度、耐蚀性和弯曲加工性能、焊接热影响区韧性优良的高强度镀锌槽钢。再利用含Mo、B等,可以显著提高焊接部位的冲压加工性能。配电室基础镀锌槽钢一般不与接地连接,基础槽钢一般和配电室的接地扁铁相连接。Q355C镀锌槽钢具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。镀锌槽钢具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性。镀锌槽钢由于结合牢固,锌—铁互溶,具有很强的耐磨性。


嘉峪关热镀锌槽钢热镀锌工艺具有生产成本低、方法易行、阴极保护、镀层牢固、外观漂亮等优点,普遍被应用到许多领域,热镀锌槽钢防腐问题在整个经济中具有重要的经济意义,热镀锌槽钢主要用作屋面、墙壁、落水槽、落水管、下水道、隔墙龙骨架、通风管道、空调设备等,车辆外壳及内部构件、船舶的顶棚及隔墙。嘉峪关Q345B热浸镀锌槽钢俗称热镀锌槽钢,也能够称之为热浸锌槽钢,是以普通槽钢为基材,在除锈操作后,浸入440~460℃左右消融的锌液中,使槽钢构件外表不只镀上较厚的纯锌层,而且还生成一种锌铁合金层,从而起到防腐的目的。嘉峪关型材中热镀锌槽钢工艺流程:原料检验→酸洗→清洗→助锌→烘干→镀锌→冷却→钝化→清洗→废品检验→检验打包等, 依照习气常常依据镀前处置办法的不同把热镀锌工艺分为线外退火和线内退火两大类。
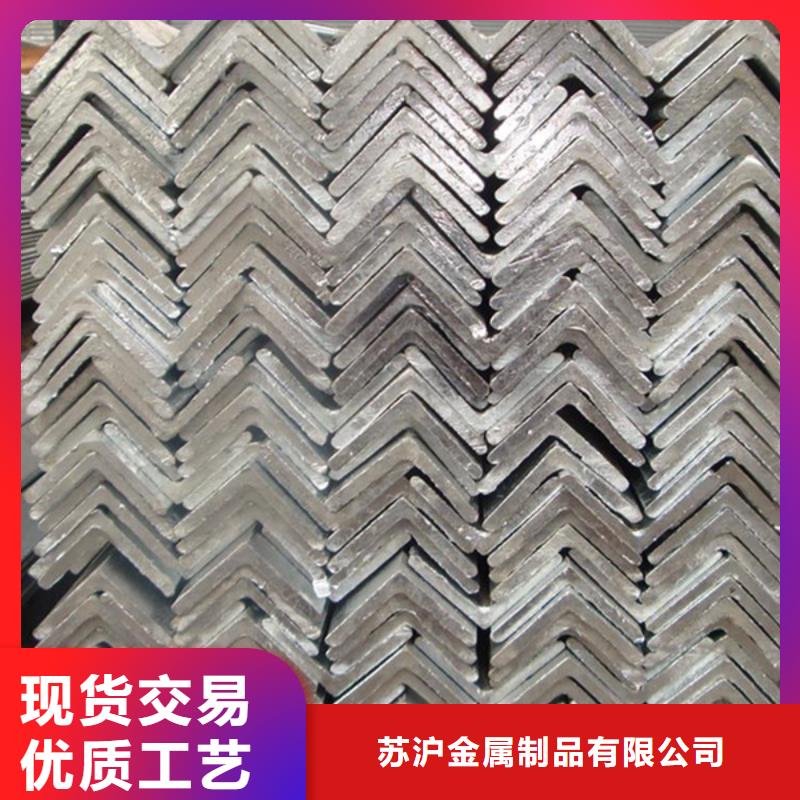
嘉峪关Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:嘉峪关型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。