
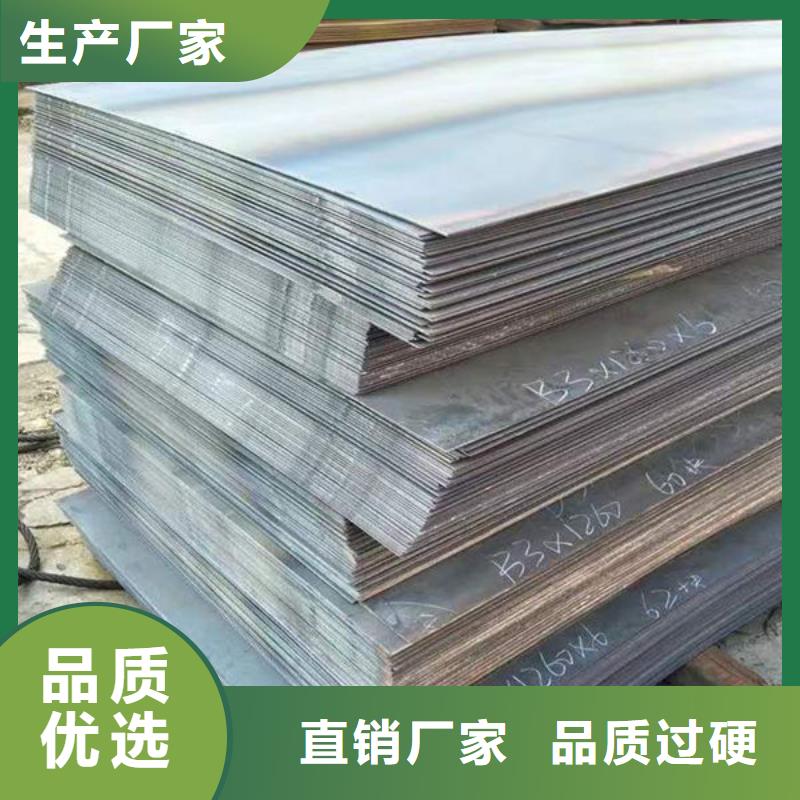


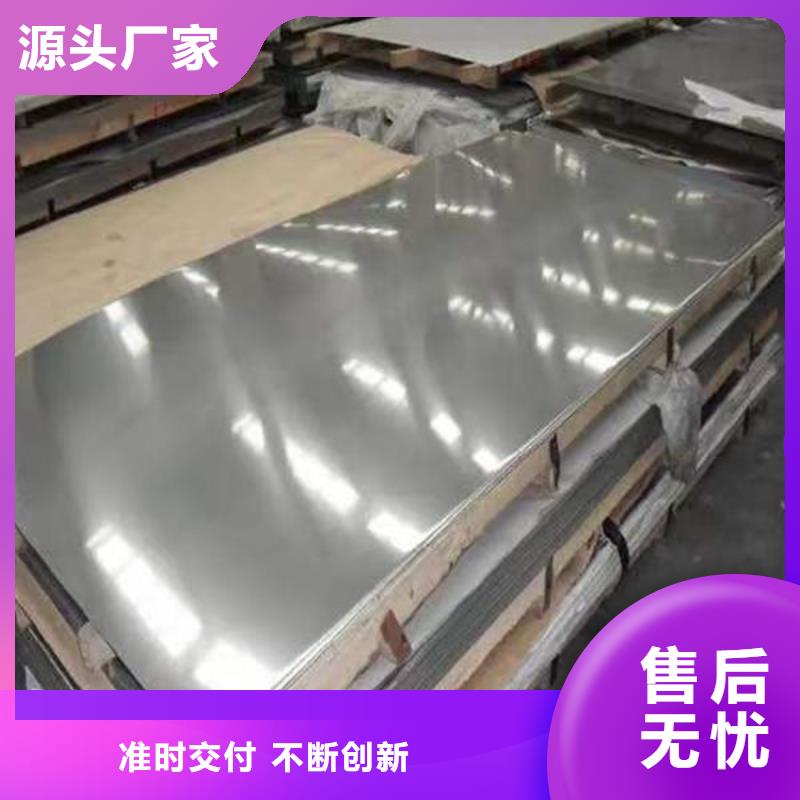



嘉兴冷轧卷板以热轧卷板为原料,冷轧时,轧件是在再结晶温度以下轧制的,一般钢轧件在室温下轧制。含硅量较高的硅钢材片,脆性大塑性低,在冷轧前需要预热至200℃。嘉兴冷轧卷板生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。嘉兴冷轧卷板应用领域很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。一般规格:厚度0.15-3mm,宽度550-1530mm,卷板外径 Φ1000-2500mm,卷板内径Φ410-610mm。 重量:45吨。

嘉兴角钢的规格用边长和边厚的尺寸表示。目前国产嘉兴角钢规格为2—20号,以边长的厘米数为号数,同一号嘉兴角钢常有2—7种不同的边厚。进口嘉兴角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型嘉兴角钢,12.5cm—5cm之间的为中型嘉兴角钢,边长5cm以下的为小型嘉兴角钢。进出口嘉兴角钢的定货一般以使用中所要求的规格为主,其钢材为相应的碳结钢钢号。也是嘉兴角钢除了规格号之外,没有特定的成分和性能系列。嘉兴角钢的交货长度分为定尺、倍尺两种,国产嘉兴角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产嘉兴角钢的长度选择范围为6—15m。不等边嘉兴角钢的截面高度按不等边嘉兴角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是嘉兴角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。
前两天介绍了嘉兴方管的一些基本概念,大家也对嘉兴方管有了一些了解,今天就给大家聊一聊镀锌嘉兴方管的焊接手法和普通管材的区别。镀锌嘉兴方管的焊接手法和普通嘉兴方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理钢材好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制嘉兴方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌嘉兴方管的钢材焊接手法和普通嘉兴方管相同,减少了未焊透的可能性。
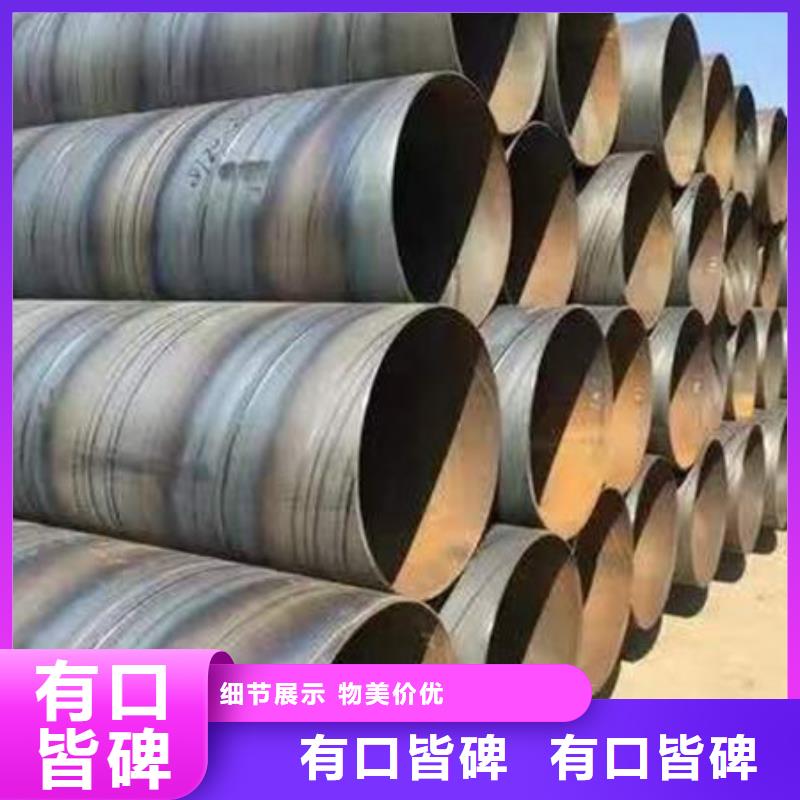
嘉兴直缝钢管的生产工艺较为简单,主要生产工艺为高频焊嘉兴直缝钢管和埋弧焊直缝钢材;嘉兴直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于嘉兴直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的嘉兴直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径嘉兴直缝钢管的工业生产中,采用了T形焊接技术,即一小部分嘉兴直缝钢管被对接连接,以满足工程所需的长度;T形嘉兴直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和嘉兴直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
