


山东聊城格瑞球墨铸铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。球墨铸铁管在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。据中国钢铁工业协会副会长迟京东计算,按照2016年1月22日国务院常务会议提出的再压缩粗钢产能1亿到1.5亿吨的目标,以及目前中国钢厂人均产钢300吨估算,此轮钢铁去产能意味着将有40万-50万左右的钢铁职工面临调整或重新选择。在去产能的过程中,如何妥善安置钢铁职工,成为钢铁行业去产能的 难题。
球墨铸铁管如内折、内结、严重的壁厚不均等般前者的切断在作业线上进行,而后者离线切断钢管切断设备有切管机、砂轮锯和圆盘锯等,目前应用较广的切管设备是附设有自动装卸料和集料装置的各种切断机床(切管机)。有的钢管厂先采用热(冷)圆盘锯预锯切,再用切管机进行平头和倒棱。砂轮锯主要用于锯切外径小于100mm的薄壁管和板薄壁管。球墨铸铁管产生的原因是压下量过大造成的,减少中间上辊的压下量即可解决“矫方”现象11.1.3钢管切断钢管矫直后,要进行初次检查吹灰以确定切头、尾长度,也可以布置成冷床下来的钢管先切断后矫直。钢管切断的目的是切去具有裂纹、结、撕裂和壁厚不均的端头,以获得要求的定尺钢管,球墨铸铁管另外切除经检查不合格难以挽救的。
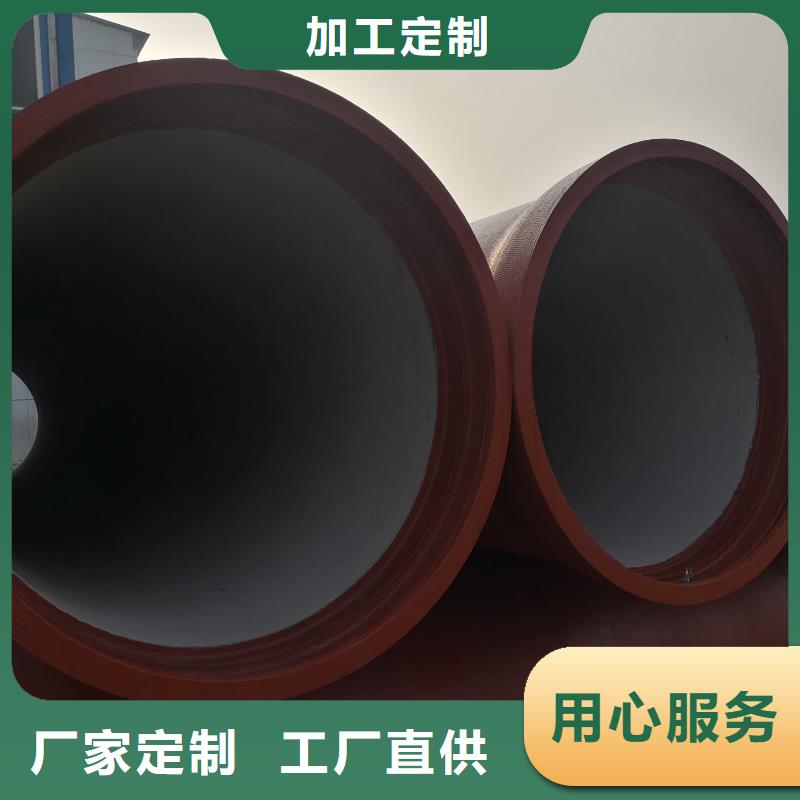
山东格瑞球墨铸铁管公司的产品质量有保证,价格合理,以诚为本。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务。欢迎惠顾! 诚、求真、务实、是格瑞球墨铸铁管公司的宗旨和企业的灵魂,面对新世纪发展机遇,和我国中部崛起战略的实施我们将以实际行动履行客户的期望,必须遵循合金凝固原则。就消失模铸造灰铸铁来说,一般尽可能按“顺序凝固”原则考虑,除了对壁厚均匀的铸件按同时凝固原则考虑外。所确定的内浇道位置、方向和个数应符合铸件凝固的“顺序”原则,对厚实部位采用加快冷却,使其能同时凝固,尽量使快速、平稳充型,能够有效补缩。消失模凝固原则就是使模样的横截面积自下而上逐渐增大,这样有利于排气与浮渣,有利于补缩,气孔、缩孔缺陷,获得组织致密的优良铸件。球墨铸铁管公司在优质的服务与稳定的产品质量中赢得客户的认可和任,在不断创新中实现自身的价值。
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等(2)钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中”、接触弧长度合理(3)钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。
