

湖北黄石市油缸管厂家 <黄石>九冶管业有限公司
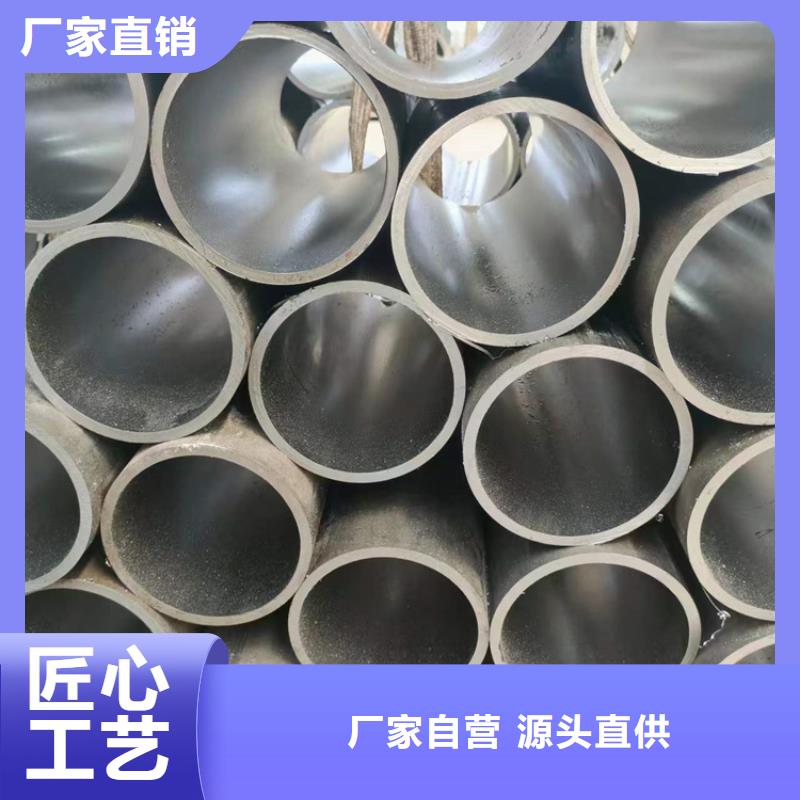
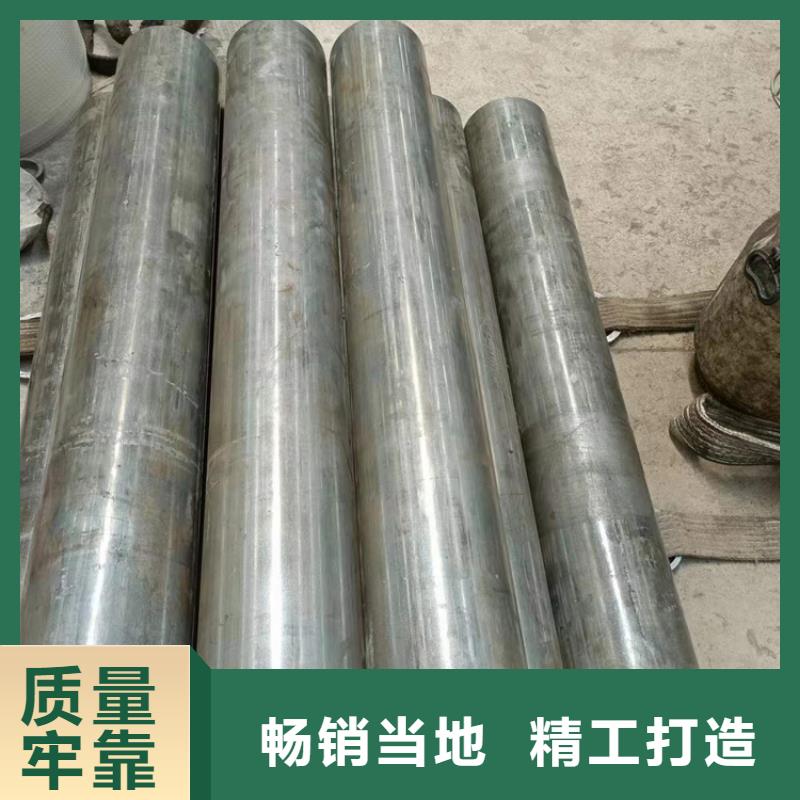
厚壁绗磨管加工内孔一般采用镗削、铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同加工是用一珩磨头伸进孔内然后由机器带动旋转往复并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点不过比起内圆磨的方式还是要快很多.精度方面不是什么问题比起内圆磨有过之而无不及.厚壁油缸管应用:珩磨管(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。


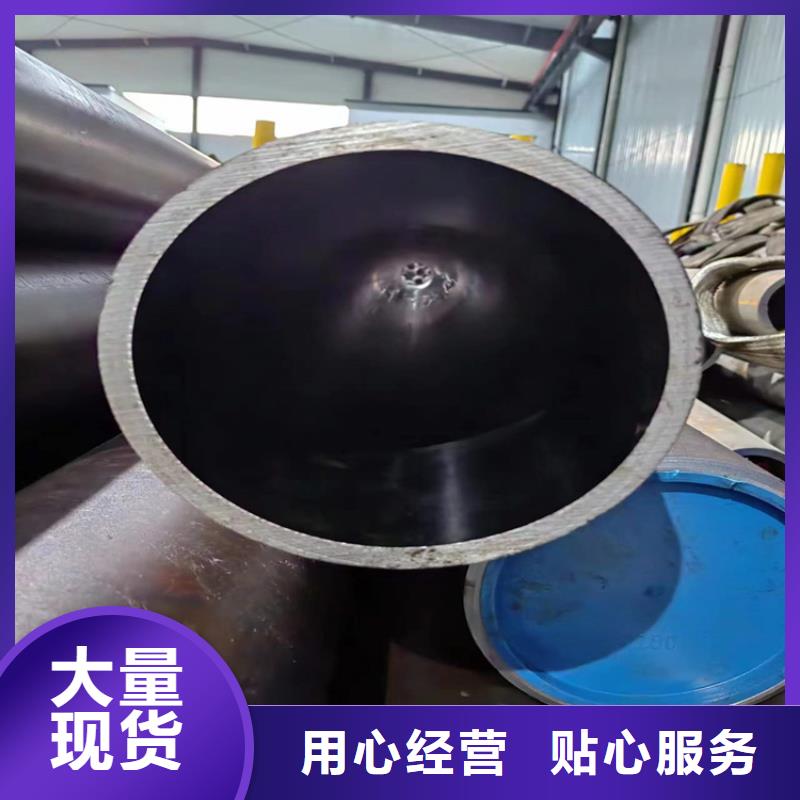
3、珩磨管的表面粗糙度,一般是为多少?珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的。上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7H8H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。
<黄石>九冶管业有限公司 <黄石>九冶管业有限公司滚压加工的原理是利用金属在常温状态下的冷塑性特点,珩磨管利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。