

想要一睹焊管异型钢管质优价保产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
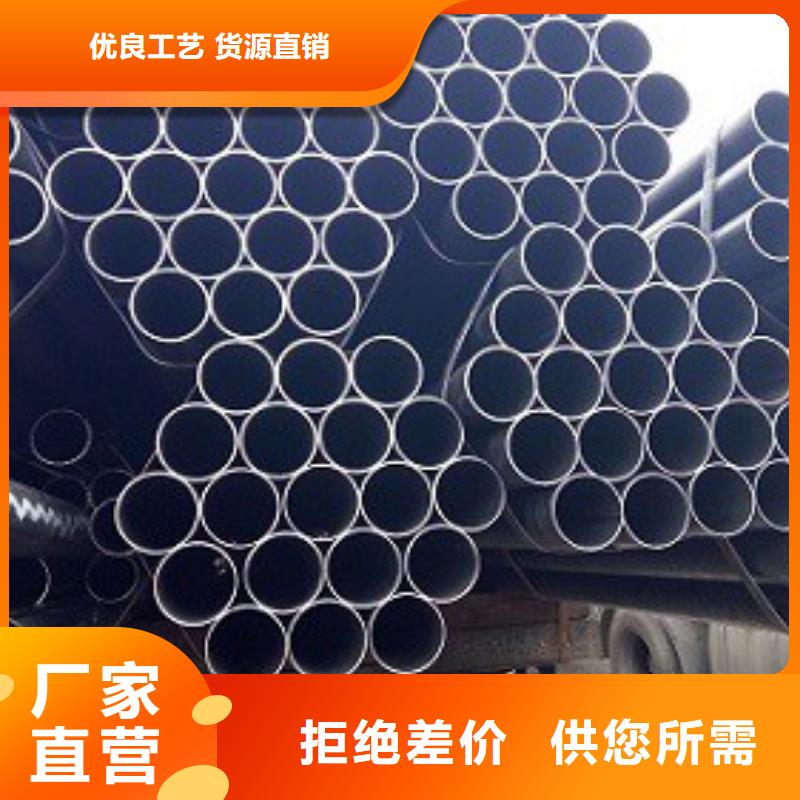
以下是:焊管异型钢管质优价保的图文介绍
亿铭泰 有限公司注册地址位于大邱庄,注册为黑龙江黑河市场监督管理局,法人代表为隋经理,经营范围包括 黑龙江黑河镀锌无缝钢管生产、销售、安装等,是您购买 黑龙江黑河镀锌无缝钢管的不二选择。


挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔缸筒是以热轧管为材料拔制而成的,热轧管的材质、规格、质量的选取合适与否直接影响着拔制进行和成品质量。选材时应注意以下几点:
(1)在选材时一般在强度保证的情况下,选取硬度低、塑性好的材料;
(2)钢管规格应根据成品的规格选定,保证其延伸率在百分之二十到百分之四十;延伸率过小,成品表面的强度不能保证,过大,使拔制难以进行;
(3)材料表面不能有凹坑、裂纹、裂缝、折叠、结疤、椭圆等严重缺陷;
(4) 选取热轧后放置0.5~2a的钢管,时间过短,钢管表面锈蚀浅薄,时间过长,钢管表面锈蚀过深,这些都会导致钢管表面前处理不充分,从而影响成品表面质量。
前处理

未经前处理的钢管,冷拔时因钢管表面与模具之间摩擦系数过大而使拔制不能进行;只有经过前处理工序,使钢管先进行除锈,并通过磷化、皂化等处理,使其内、外表面形成一种致密的金属皂膜,以减小钢管与模具之间的摩擦,从而保证拔制的顺利进行。同时,通过前处理还可以减少模具的损耗率,提高成品率和工作效率,并且使加工后的成品表面光滑均匀,防锈效果好。
钢管前处理应注意以下几点:
(1)酸洗除锈要彻底,一经发现未除净的锈,则需重新酸洗。
(2)生产中,应经常测试磷化液和皂化液的成分浓度,保证磷化液和皂化液的生产指标,发现达不到指标时,应及时进行调配。
(3)要严格控制处理液的温度与操作时间。


主要生产流程说明:
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9. X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;
1.板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2.铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3.预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4.成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形
5.预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6.内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
7.外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8.超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;
9. X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;



