

观看我们的产品视频,就像打开了一扇通往无缝钢管20#精密无缝钢管客户好评产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:无缝钢管20#精密无缝钢管客户好评的图文介绍

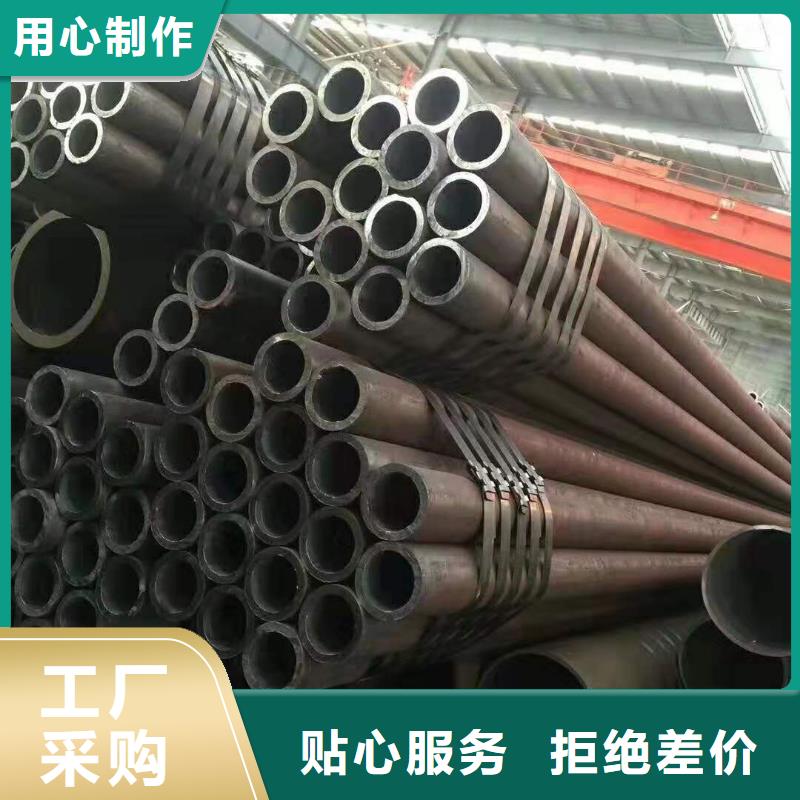
黑龙江黑河Q345B无缝钢管深加工工艺特点。排空后无缝钢管的总表面积增大,而内表层面积减小,所以内外层之间会出现中和层,外层、中和层和 中间的所有层都会增加面积,而外层则大大提高。 内表层和中和层,内表层大大减少。 空气拉拔时无缝钢管各层面积的转变特性影响金属材料变形的不对称性。 其特点之一是各层沿壁厚加宽不均匀。 当然,无缝钢管的外表面小,而无缝钢管的内表面。 中间层的加宽是由外层决定的。到内表面层逐渐升高。第二个特点是,由于综合关系,黑龙江黑河Q345B无缝钢管各层在变形时不能有不同的加宽,所以各层之间必须相互制约。 由于表层金属材料的宽度小于内层金属材料的宽度,所以表层在变形时必须受到内层的约束作用,其具体的加宽比例当然是加宽的。 反之,内层的加宽被表层阻挡,其比加宽率当然小,而厚度增加。 黑龙江黑河Q345B无缝钢管需要加热变硬。该型炉适用于大型、大体积钢管的热处理,每小时产量1.0吨以上。 可以使用的保护气体有高纯氢气、分解氨等保护气体。可配备对流冷却系统,使钢管更快冷却。网带式光亮热处理炉。 该型炉适用于小口径薄壁精密钢管,每小时产量约0.3-1.0吨,加工钢管长度可达40米,也可处理盘绕毛细管。马弗式光亮热处理炉。 钢管装在连续的把手架上,在马弗管内加热,可以以较低的成本加工优质的小口径薄壁钢管,每小时产量约0.3吨以上。黑龙江黑河Q345B无缝钢管生产工艺较为复杂多变。


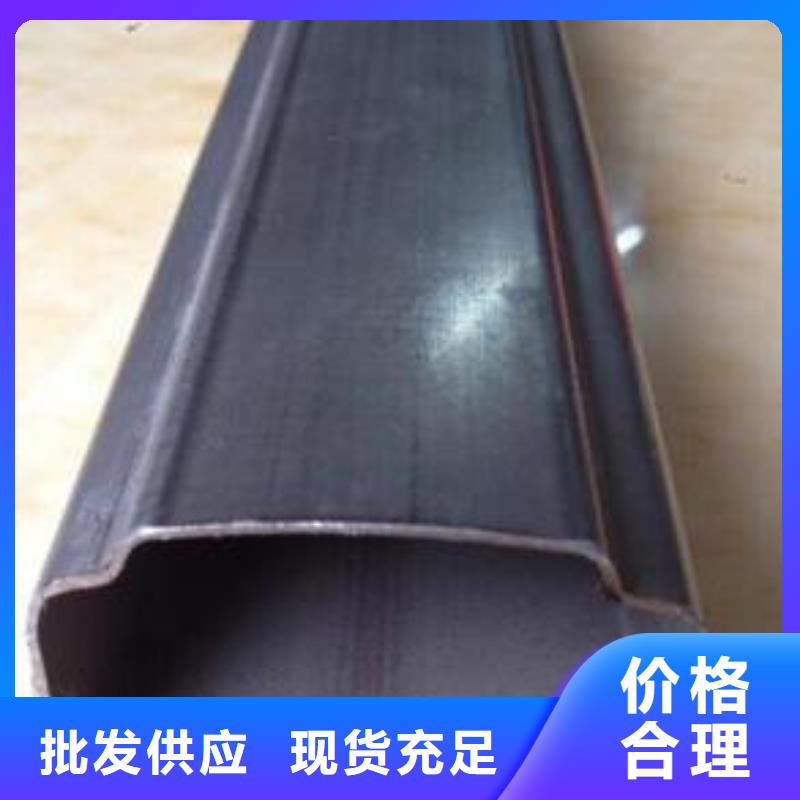
黑龙江黑河无缝钢管现如今企业应用的行业发展真的是很普遍的,比如在建造技术层面,运送层面分析这些,往往通过无缝钢管公司可以这样那样被许多的应用,一定是有钢管本身的优点及其自身优势。相比以前应用的那类般钢管,无缝钢管选用了系列的新科技的好技术随后才拥有无缝钢管扎实的品质。 无缝钢管现如今应用的行业真的是很普遍的,比如在建造层面,运送层面这些,镀锌凹槽管商,往往无缝钢管可以那样被许多的应用,一定是有钢管本身的优点及其优势。相比以前应用的那类般钢管,无缝钢管选用了系列的新科技的好技术随后才拥有无缝钢管扎实的品质。 首先:关键的便是她们的成形加工工艺不样。般的钢管,例如自来水水管,般是根据将平板才经钣金折弯后电焊焊接来的,这类加工工艺非常简单不光滑,制成品好加工后能够在上面发觉条焊接。而无缝钢管一般是将熔融状态的铁水根据环状双缝库存积压出去后再经过拉申等工艺处理成形,湖南凹槽管,在这类加工工艺下就?有焊接。在特性上,无缝钢管在承受压力工作能力上较一般无缝钢管有非常大,因此常常被用以髙压机器设备应用。如液压机器设备的管道联接等。而一般钢管的焊接位置是其薄弱点,焊接品质发展也是社会危害其总体结构特性的关键技术要素。



杰达通钢管有限公司占地40余亩,建筑面积12000平方米,拥有员工100多人,技术人员30余名。现代化 黑龙江黑河[Q355无缝钢管]加工生产设备齐全,技术力量雄厚;地理位置优越,交通便利。拥有完整、科学的质量管理体系,多年来一直坚持质量为本、诚实守信的处世原则,用实力和 黑龙江黑河[Q355无缝钢管]产品质量获得了业界的一致好评。


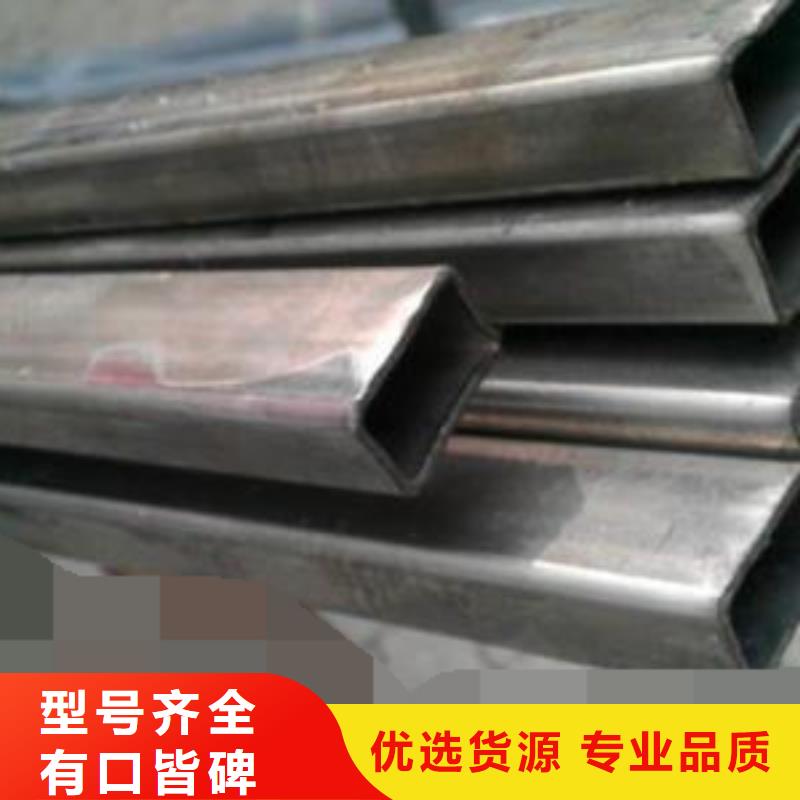
黑龙江黑河无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。
