

 随着家用汽车越来越多的进入各个家庭,汽车的需求量日益增加。汽车和精密钢管直接有着密切的
关系。
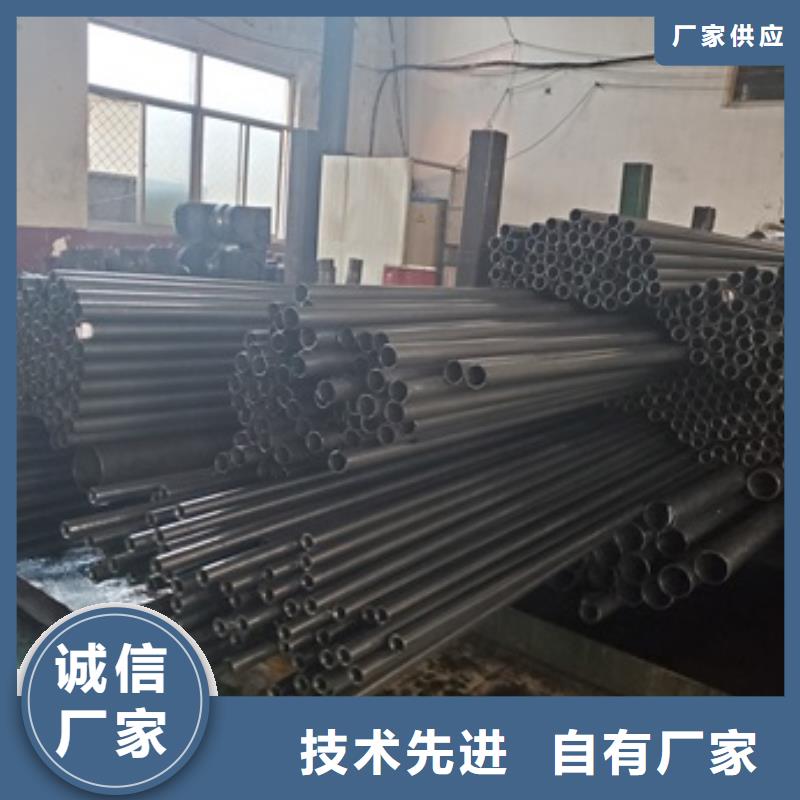
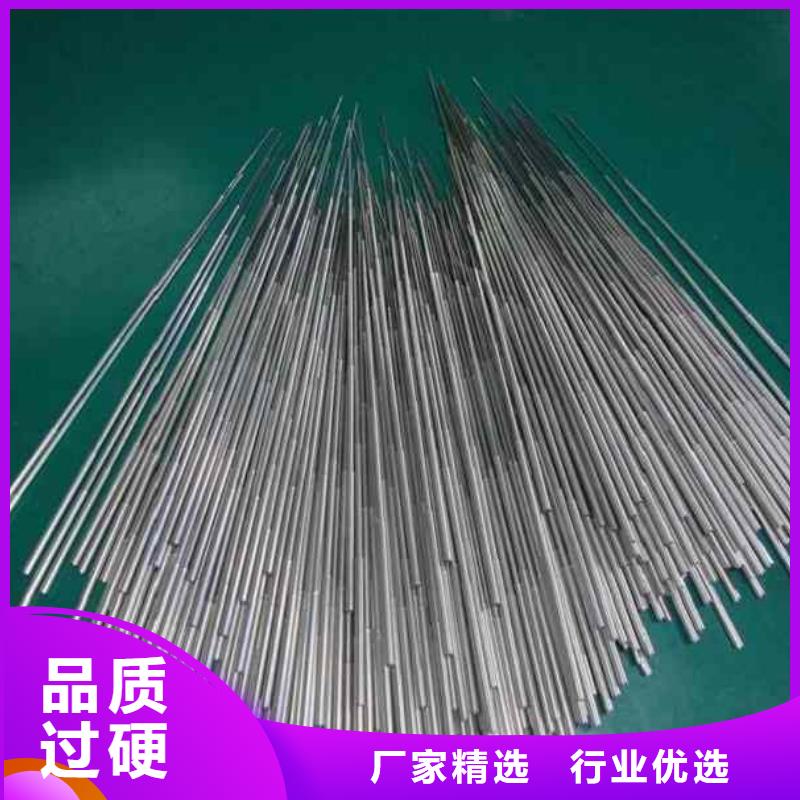
汽车用精密管的品种规格繁多,其中减振器管和传动轴管是用量 的品种。减振器是汽车的重
要部件,它由缸体、贮油简等组成。缸体是减振器的核心和关键部件,国内外的各种车型主要采用
精密无缝钢管制作,有些厂已开始采用焊接钢管为坯的冷轧(拔)精密管制作。上海钢管股份有限
公司从20世纪60年代开始研制汽车用管,20世纪80年代开始按DIN 2393标准为桑塔纳车用管的国
产化进行试验,至今已开发了以减振器管为主的轿车用冷轧(拔)无缝精密钢管,品种规格达40余
个。1995年的产量为1700余吨。同时,还开发试制了减振器缸体用精密冷加工焊接钢管和贮油筒
用焊接钢管,为桑塔纳轿车的国产化做出了贡献。
大金钢管制造有限公司
随着家用汽车越来越多的进入各个家庭,汽车的需求量日益增加。汽车和精密钢管直接有着密切的
关系。
汽车用精密管的品种规格繁多,其中减振器管和传动轴管是用量 的品种。减振器是汽车的重
要部件,它由缸体、贮油简等组成。缸体是减振器的核心和关键部件,国内外的各种车型主要采用
精密无缝钢管制作,有些厂已开始采用焊接钢管为坯的冷轧(拔)精密管制作。上海钢管股份有限
公司从20世纪60年代开始研制汽车用管,20世纪80年代开始按DIN 2393标准为桑塔纳车用管的国
产化进行试验,至今已开发了以减振器管为主的轿车用冷轧(拔)无缝精密钢管,品种规格达40余
个。1995年的产量为1700余吨。同时,还开发试制了减振器缸体用精密冷加工焊接钢管和贮油筒
用焊接钢管,为桑塔纳轿车的国产化做出了贡献。
大金钢管制造有限公司
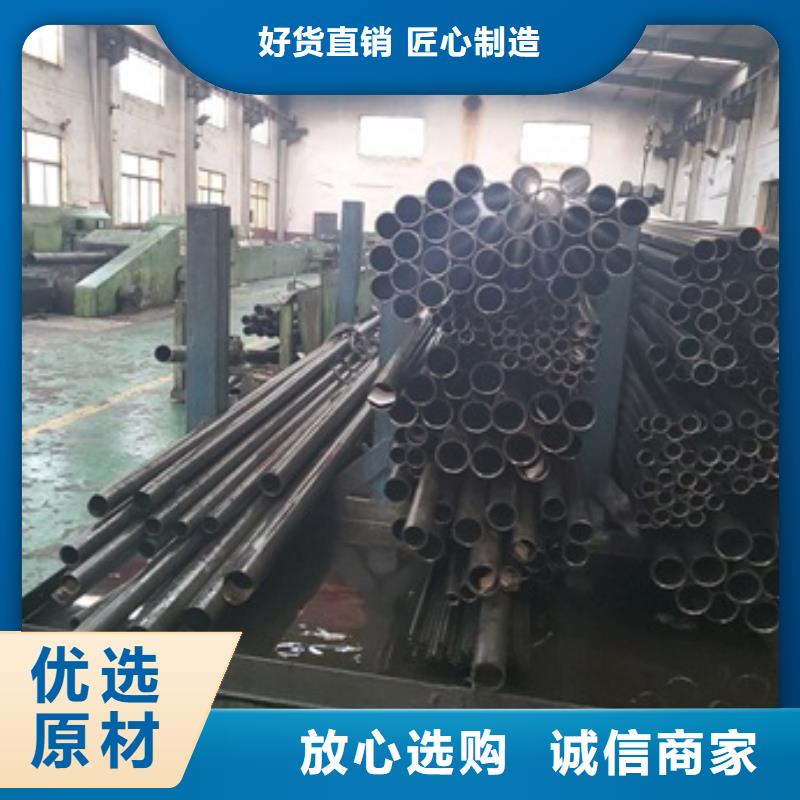
 精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大
的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺
性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件
淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根
据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正
确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对
不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆
环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件
在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对
细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面
温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变
形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防
止变形、开裂的关键。
大金钢管制造有限公司
鹤壁45#精密钢管专业可靠
精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大
的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺
性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件
淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根
据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正
确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对
不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆
环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件
在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对
细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面
温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变
形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防
止变形、开裂的关键。
大金钢管制造有限公司
鹤壁45#精密钢管专业可靠


