





航萧管件
 全自动弯管机应用防皱模有哪些关键点?
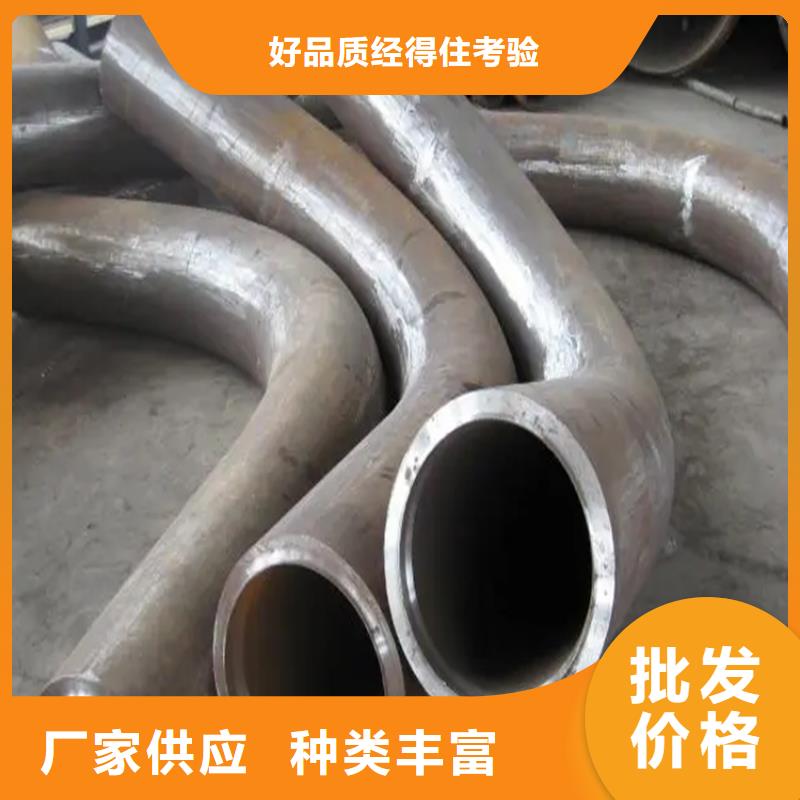
在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。
水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。
应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。
防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。
防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。
在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。
那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!
全自动弯管机应用防皱模有哪些关键点?
在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。
水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。
应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。
防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。
防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。
在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。
那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!
 鹤壁型材拉弯品牌-报价
鹤壁型材拉弯品牌-报价
 弯管生产加工公司是不是必须增加机器设备资金投入?无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。
,该生产商在中国该制造行业中具备一定的象征性,不但技术设备,有着好几条生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。
除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱。在加温层面也是选用的现如今更为的整流电源,输出功率调升便捷。
弯管生产加工公司是不是必须增加机器设备资金投入?
值得一提的是,此条生产流水线所应用的自动控制系统也十分强劲,该全自动自动控制系统功能齐全,所应用的关键操纵元器件间完成了现场总线通信,出示对外开放的网线端口,可以巨大的考虑公司对信息化管理和自动化技术的要求。并且工作台和控制箱也选用的是电子计算机控制系统,全线完成弯管生产过程智能化,彻底替代了人工服务实际操作。
从之上所剖析的內容看来,有效的弯管生产设备的资金投入成本费,将可以为制造业企业的具体工作中产生挺大的协助,另外还可以非常好的提高公司的整体实力水准。
弯管生产加工公司是不是必须增加机器设备资金投入?无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。
,该生产商在中国该制造行业中具备一定的象征性,不但技术设备,有着好几条生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。
除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱。在加温层面也是选用的现如今更为的整流电源,输出功率调升便捷。
弯管生产加工公司是不是必须增加机器设备资金投入?
值得一提的是,此条生产流水线所应用的自动控制系统也十分强劲,该全自动自动控制系统功能齐全,所应用的关键操纵元器件间完成了现场总线通信,出示对外开放的网线端口,可以巨大的考虑公司对信息化管理和自动化技术的要求。并且工作台和控制箱也选用的是电子计算机控制系统,全线完成弯管生产过程智能化,彻底替代了人工服务实际操作。
从之上所剖析的內容看来,有效的弯管生产设备的资金投入成本费,将可以为制造业企业的具体工作中产生挺大的协助,另外还可以非常好的提高公司的整体实力水准。
 航萧管件
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。
1、模具没有做好!或者磨损了。
2、弯管方式不对,可以的话,选用旋转拉弯式的。
有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。
公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。
欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。
我有限公司专业从事方管弯圆加工圆管弯圆加工h型钢拉弯加工弯管加工.我公司弯管加工经验丰富行业领先的圆管弯圆加工h型钢拉弯加工服务各种规格的拉弯加工深受用户欢迎!
航萧管件
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。
1、模具没有做好!或者磨损了。
2、弯管方式不对,可以的话,选用旋转拉弯式的。
有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。
公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。
欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。
我有限公司专业从事方管弯圆加工圆管弯圆加工h型钢拉弯加工弯管加工.我公司弯管加工经验丰富行业领先的圆管弯圆加工h型钢拉弯加工服务各种规格的拉弯加工深受用户欢迎!

