

假如铸造温度高,也有利于缩短,但不能太高。这取决于制造商的操作熟练程度。一般来说,铸造口和冷铁的设置也应根据铸件的形状进行合理规划。此外,铸造口的数量和大小也会影响铸件的缩短作用。假如金属液中磷含量较高,凝固范围会扩展,假如熔点较低,磷共晶在后面凝固时不能得到弥补,也会添加缩孔和缩松的产生铸件本身的薄壁和厚壁也会影响缩短和缩短孔的产生。温度也是缩短的要害。假如温度过高,缩短会越大,容易导致缩短孔和缩短孔。山东聊城格瑞球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的球墨铸铁管曲折视点,协助加工很快速的进行。其次,铸造时需要共同。

球墨铸铁管件消失模铸造浇注位置的选择非常重要。依据合金的凝固理论和实际生产经验,在选择浇注位置时应注意以下几点。
把加工面尤其是重要的加工面朝下或垂直放置。这一点和砂型铸造是相同的,因为在金属静压力的作用下,尽量把消失模上的开口部分(如窗口、凹槽及孔穴等)朝上安放,便于填砂造型,保证紧实。为了保证铸件轮廓、棱角清晰,设计的直浇道要有必要的充型压力头,高于铸件上水平面160~210mm,有足够上升速度,可避免铸件产生皱皮、冷隔和夹渣疤等缺陷。铸件下部凝固时容易得到补缩,使其组织致密。对消失模铸造更是如此,因为消失模在遇到高温金属液生成的熔渣,易浮到铸件的上表面,加工面就能得到保证。当然,理想的是熔渣上浮到设置的冒口里。
同时也不适用于疲劳计算的反复荷载和动荷载作用下的结构。球墨铸铁管厂家推广多型钢材今后在钢结构制造工业的机械化水平方面还需要进一步加强,提高构件的制造精度,严格尺寸要求,减小组装应力;根据力学原理设计出多种结构形式。同时要提高钢材的质量,生产推广H型、正方形和矩形等多型钢材,以适应各种结构的需求。近年来轻型钢结构已广泛应用于仓库、办公室、工业厂房、展览馆和体育场馆中。球墨铸铁管经过两个阶段形成铸态组织。首先是凝固阶段,这个过程包括:液相中析出球状石墨、在液相线温度开始析出初生相(奥氏体或渗碳体)、进行共晶转变、晶间碳化物析出,过程结束后出现凝固组织。但此方法还有待于研究发展,因为它所计算的可靠度只是构件或某一截面的可靠度,而不是整体结构的可靠度。
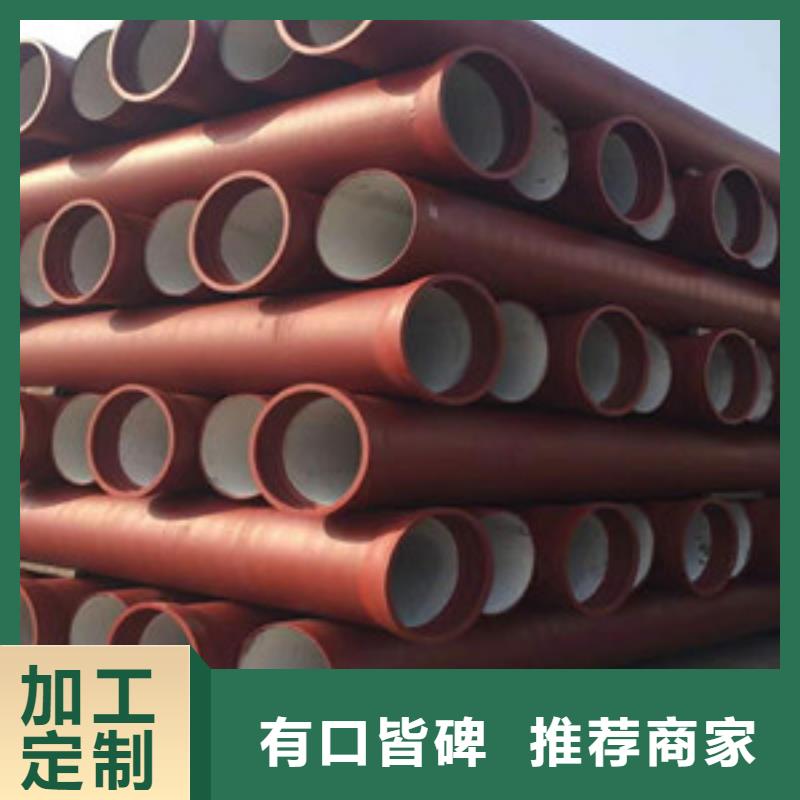
球墨铸铁排水管价格球墨铸铁管具有铸铁的本质。石墨的粒度一般为6-7级,质量要求铸管的球化等级应控制在1-3级(球化率≥80%),从而更好地提高了材料本身的力学性能。球墨铸铁管是一种铸铁,具有铁的性质和钢的性能。退火之后的球墨铸铁管组织为铁素体,含少量珠光体,力学性能较好铸铁管的球化等级控制在1~3级,球化率大于80%。铸铁管的本质是球墨铸铁管,因此材料本身的力学性能得到了较好的提高,具有铁的性质和钢的性能。球墨铸铁管退火之后的金相组织为铁素体,含有少量珠光体,具有良好的力学性能,故又称为铸铁管。球墨铸铁管是铁、碳和硅的合金。球墨铸铁之中的石墨以球的形式存在。钢管性能。
