

联系我们

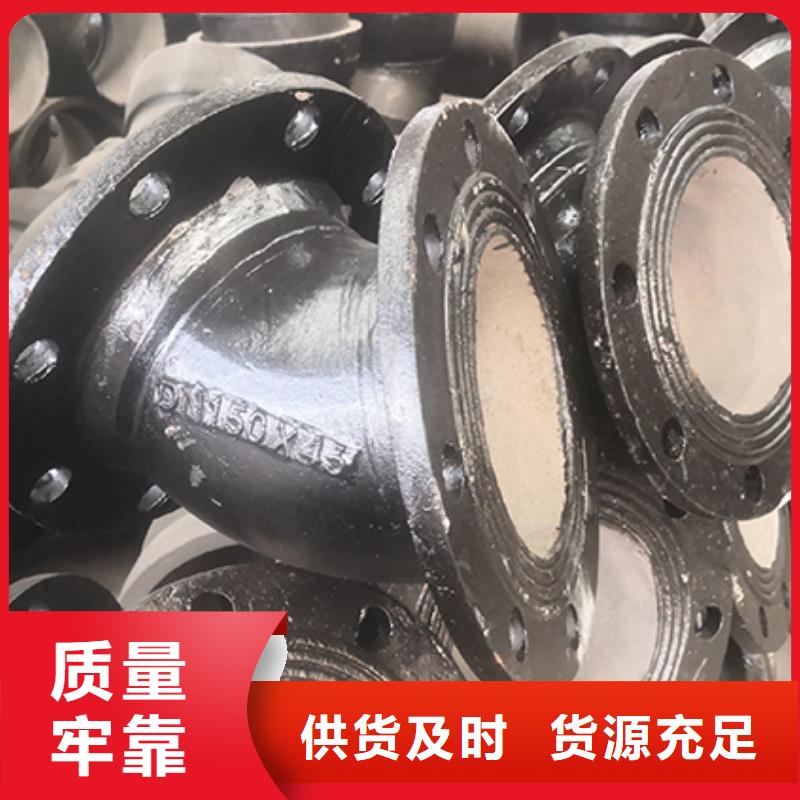
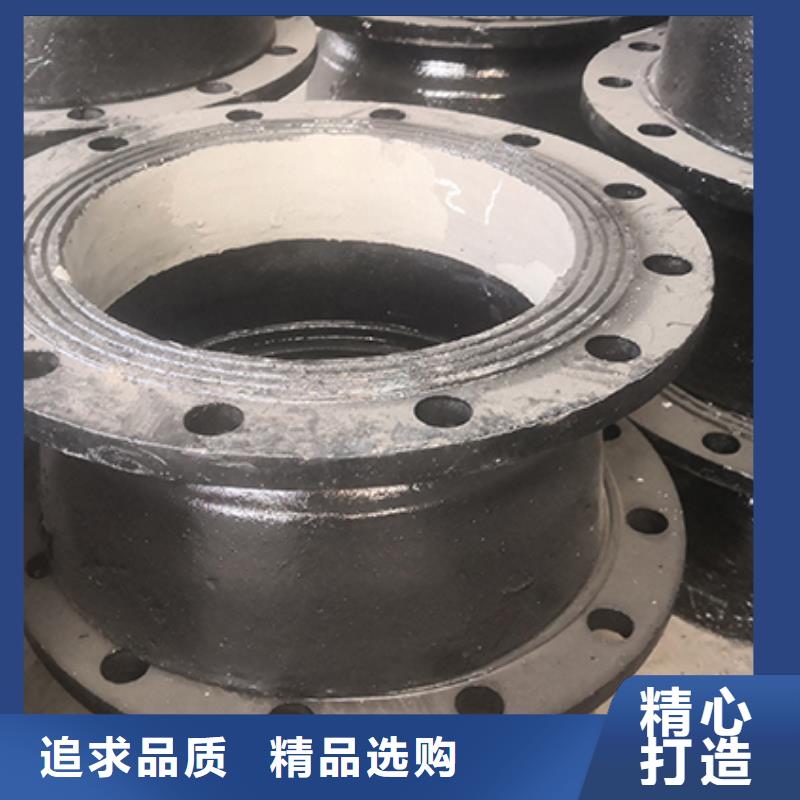
儋州市球墨铸铁管件堵头价格合理
更新时间:2024-12-27 10:55:20 浏览次数:8 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |







球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。 球墨铸铁管配件
由球墨铸铁管配件的凝固特点认为球铁件易于出现缩孔缩松缺陷,因而其实现无冒口铸造较为困难。阐述了实现球铁件无冒口铸造工艺所应具备的铁液成份、浇注温度、冷铁工艺、铸型强度和刚度、孕育处理、铁液过滤和铸件模数等条件,用大模数铸件和小模数铸件铸造工艺实例佐证了自己的观点。1、 球墨铸铁的凝固特点球墨铸铁与灰铸铁的凝固方式不同是由球墨与片墨生长方式不同而造成的。在亚共晶灰铁中石墨在初生奥氏体的边缘开始析出后,石墨片的两侧处在奥氏体的包围下从奥氏体中吸收石墨而变厚,石墨片的先端在液体中吸收石墨而生长。在球墨铸铁中,由于石墨呈球状,石墨球析出后就开始向周围吸收石墨,周围的液体因为w(C)量降低而变为固态的奥氏体并且将石墨球包围;由于石墨球处在奥氏体的包围中,从奥氏体中只能吸收的碳较为有限,而液体中的碳通过固体向石墨球扩散的速度很慢,被奥氏体包围又限制了它的长大;所以,即使球墨铸铁的碳当量比灰铸铁高很多,球铁的石墨化却比较困难,因而也就没有足够的石墨化膨胀来抵消凝固收缩;因此,球墨铸铁容易产生缩孔。另外,包裹石墨球的奥氏体层厚度一般是石墨球径的1.4倍,也就是说石墨球越大奥氏体层越厚,液体中的碳通过奥氏体转移至石墨球的难度也越大。低硅球墨铸铁容易产生白口的根本原因也在于球墨铸铁的凝固方式。如上所述,由于球墨铸铁石墨化困难,没有足够的由石墨化产生的结晶潜热向铸型内释放而增大了过冷度,石墨来不及析出就形成了渗碳体。此外,球墨铸铁孕育衰退快,也是极易发生过冷的因素之一。 2、球墨铸铁无冒口铸造的条件从球墨铸铁的凝固特点不难看出,球墨铸铁件要实现无冒口铸造的难度较大。笔者根据自己多年的生产实践经验,对球墨铸铁实现无冒口铸造工艺所需具备的条件作了一些归纳总结,在此与同行分享。1、管材选用原则(1)具有优良的力学及物理性能和耐久性,确保供水******和具有较长的使用寿命;(2)具有良好的耐腐蚀性能,避免水质受到污染;(3)具有良好的水力性能,以减少水头损失,从而减少工程投资;(4)管道配件质量好,加工方便,规格齐全,施工和维修方便;(5)便于运输和施工,以减少施工难度,缩短施工周期;(6)根据管道沿线地形地质条件和管材来源,因地制宜地采用不同的管材;(7)管材性价比较优,在保证质量的前提下,以减少工程投资。
球墨铸铁管配件的运输 1、运输及堆放及管道现场检查球墨铸铁管成品运至施工现场,按照标准进行检验,不符合标准的不得使用并做好标志及时处理。施工完毕后即可进行管道安装。在安装过程中要小心轻放,避免摔跌、碰撞管道。 2、装前准备a.检验球墨铸铁管槽底宽度、高程是否符合设计要求,是否满足规范允许偏差。b.检查球墨铸铁管及管件有无破损。c.将球墨铸铁管管口的毛刺和杂物干净。管道安装施工前,应用钢丝刷、棉纱布等仔细,将承口内腔和插口端外边面的泥沙及其亡异物清理干净,不得含有泥沙、油污等异物。d.球墨铸铁管橡胶圈保证形体完整,表面光滑,没有变形扭曲、裂纹现象。
球墨铸铁管铸造体系的规划需注意什么? (1)消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加残渣量。 (2)浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位。 (3)要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位。 (4)浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作。 (5)浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形。 (6)金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷)。晋城市三利通铸管有限公司 (7)浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的优质铸件。 (8)只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。 球墨铸铁管配件