


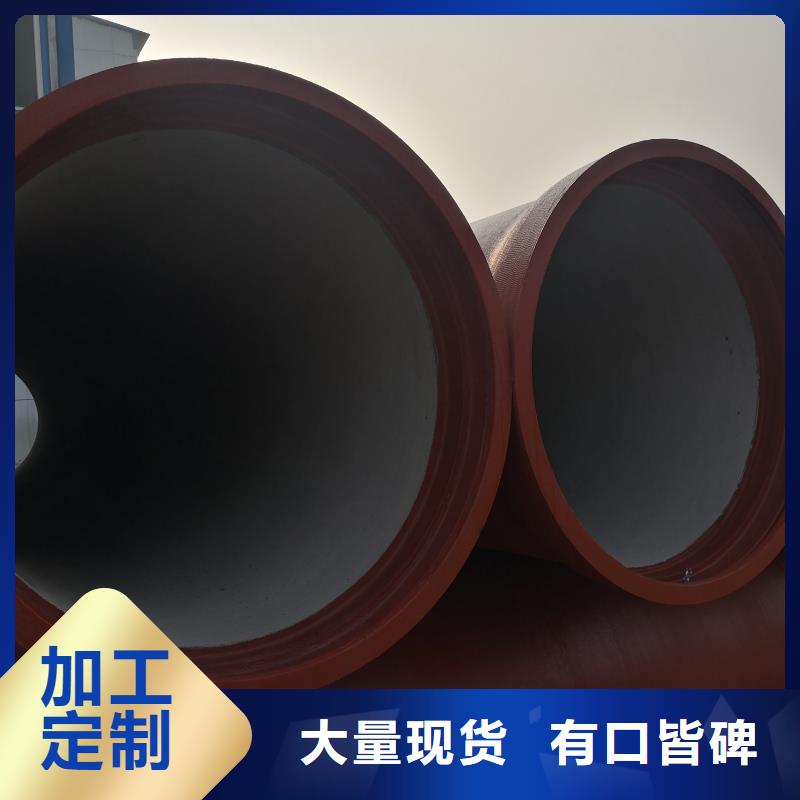







海北格瑞海北球墨铸铁管球铁管的退火温度愈低,就愈节省燃料,海北球墨铸铁管但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,合理制定不同管径的退火温度 保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,海北球墨铸铁管特别是小口径的管子可以适当降低加热段炉气温度职工安置难题是当前钢铁去产能所面临的诸多困境的一个缩影。除了职工安置,去产能还面临资产处置、债务重组等诸多“老麻烦”。此外,不同省份还有自己的。
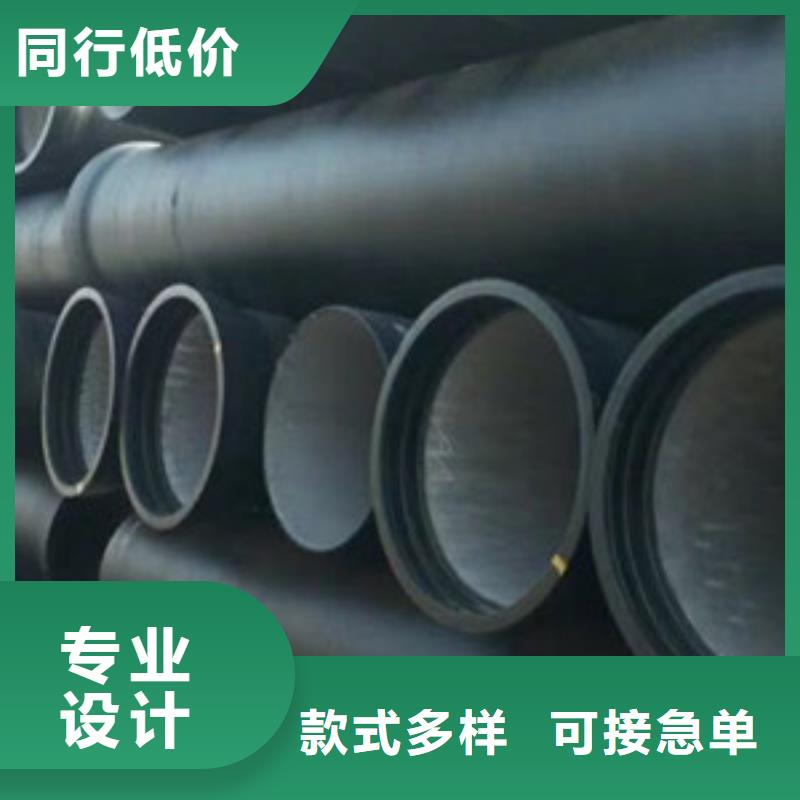
海北格瑞海北球墨铸铁管浇注系统的两个海北球墨铸铁管件充型速度不同时,海北球墨铸铁管充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,海北球墨铸铁管造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。海北球墨铸铁管塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,海北球墨铸铁管浇注过程中负压中断,断流都会形成塌箱。消失模没有分型面不会发生空腔铸造中所说的跑火现象,海北球墨铸铁管它是伴随着塌箱出现的,其危害更大,它会使铁液流入砂箱负压气室或负压管路,严重损坏砂箱或负压系统,要特别注意。
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,海北球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
空弯也是另外一种加工的方法,而且相比较起来挑选的空弯份额也相对更大一些,空弯的使得弯折线所发生压缩的情况,压缩效应使得弯折线改变,终究起到的堆积变厚的效果,对于现实日子中所运用的有非常大的协助,空弯也能够在不能够进行的实弯的情况下使得材料来进行曲折的加工,而且也不太容易出现崩裂的情况,是属于当代的海北球墨铸铁管加工职业里相比较为抢先的技能,几乎在如今的海北球墨铸铁管加工范畴也被广泛的运用起来了。海北球墨铸铁管的根本制作方法,实弯,望文生义当然是实实在在的曲折,将之前的金属材料进行根本的曲折,实弯时内外辊与管坯内外壁双向压实,实弯具有的长处有许多,特别是在哎初期成型的时分特别的准确,只需咱们所依靠的数据以及曲折度足够多,能够构成很准确的海北球墨铸铁管曲折视点,协助加工很快速的进行。 
