


我们精心制作的琼中县耐磨堆焊复合板实力厂家产品视频已经准备就绪,【解锁新品!】琼中县耐磨堆焊复合板实力厂家产品视频,带你穿越新品体验之旅!
以下是:琼中县耐磨堆焊复合板实力厂家的图文介绍
【多麦金属】高锰耐磨耐候钢板生产厂家专业制作 四川广元Q460C高强钢板等。几年来,凭借着广大客户的支持和信赖,凭借着奋斗目标自身忠诚优质的服务,凭借着“诚信、和谐、、创新的精神,我们取得了长足的发展,成为同行业中的优质供应商。我司是一家集 四川广元Q460C高强钢板制造﹑销售、售后服务为一体的专业性公司。为了铸就一个永远的品牌,更为赢得客户广泛的信任,我们一直在努力,在管理上抓质量促效益。从市场调查、产品设计、生产工艺、原材料采购计量、产品检验销售到售后服务都坚持以客户为中心的原则,严格完善了质量管理体系;销售的产品在设备上,实现了流水化作业,并配置了先进的检验检测设备;在技术上不断加强与大院校及科研院所的横向科技协作,重视培养科技力量,充分开发新产品。企业本着“以科技为先导,以质量求生存,以管理出效益,以服务求信誉的经营理念。质量与服务远远超越其他一切,是产品永远满足客户的保证,亦是企业苦心孤诣的经营结果,【多麦金属】高锰耐磨耐候钢板生产厂家衷心希望海内外各界宾朋携手合作,共创辉煌的明天,同收双赢的硕果。




当管道内运送磨削性大的介质时,都存在一个弯头部位磨损快的题目,分外是弯管磨损 快。当管道内运送具有猛烈腐化的气体、四川广元同城液体或固体时,存在管道被腐化而很快粉碎的题目。当管道内运送具有较高温度的介质时,存在着利用耐热钢管代价非常昂贵的题目。在弯头上市后,这些题目均解决。管道弯头遍及用于磨损严峻的矿山充填料、四川广元同城矿粉和尾矿输送,燃煤火电厂送粉、四川广元同城除渣、四川广元同城输灰等管道也非常符合。管道是运送猛烈腐化的酸、四川广元同城碱、四川广元同城盐及磨蚀兼有的固体、四川广元同城液体运送的抱负管道。弯头在高温腐化、四川广元同城高温磨损或高温熔蚀的场所下利用非常宁静。复合耐磨钢板



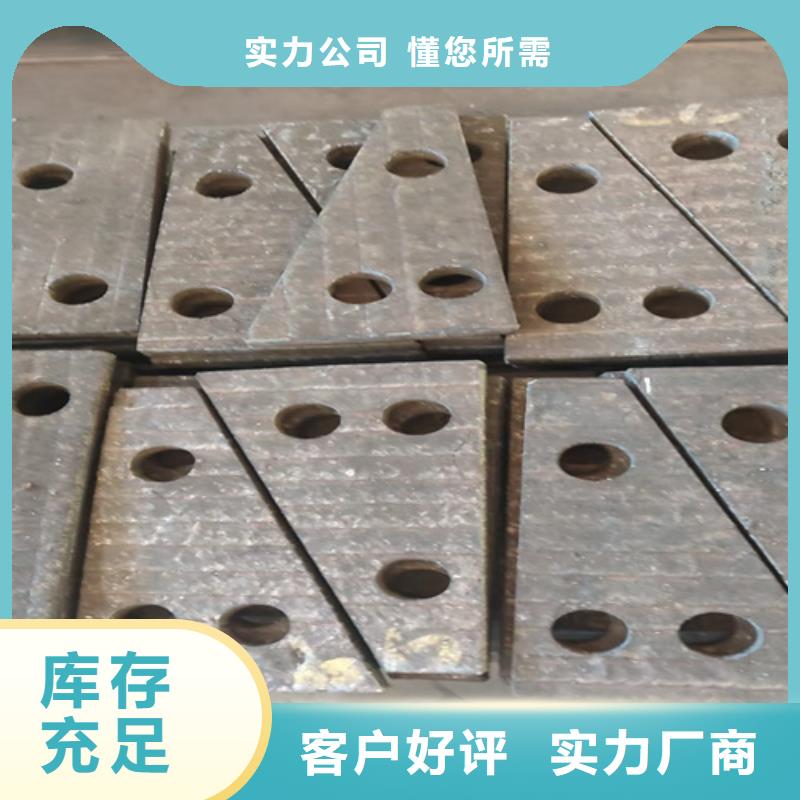
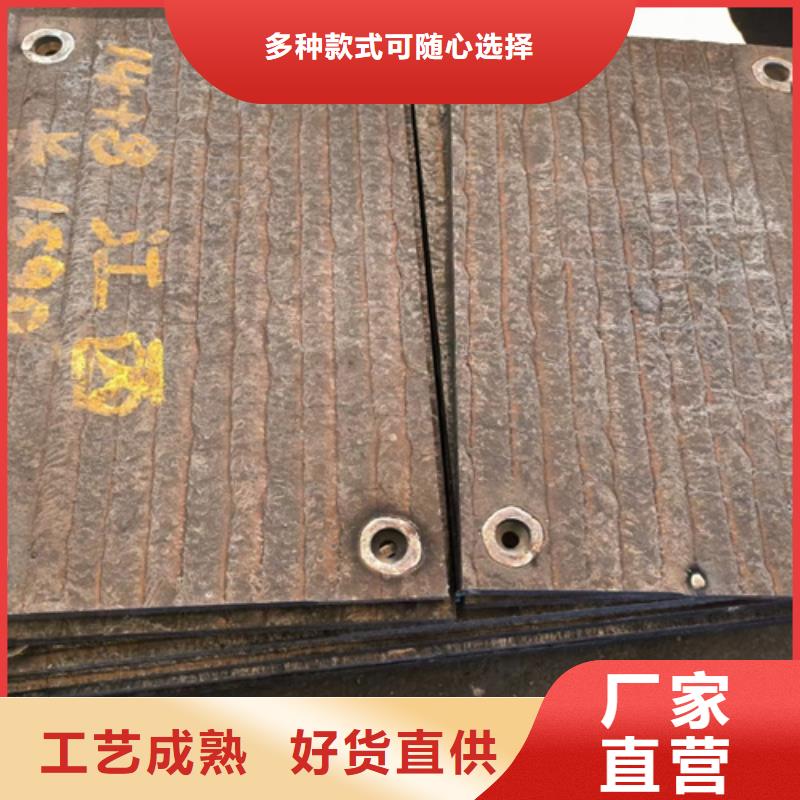
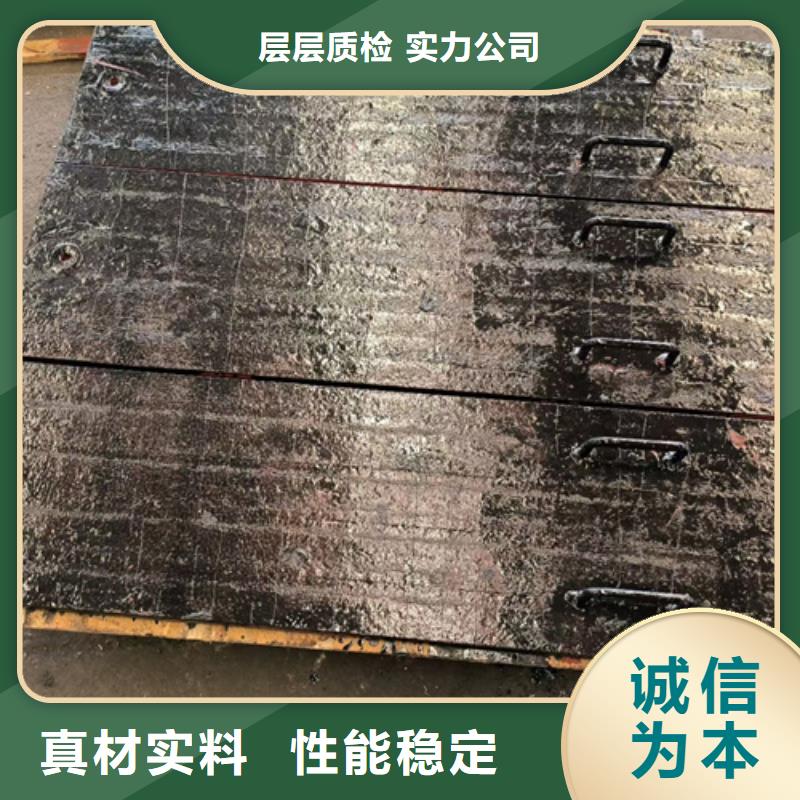
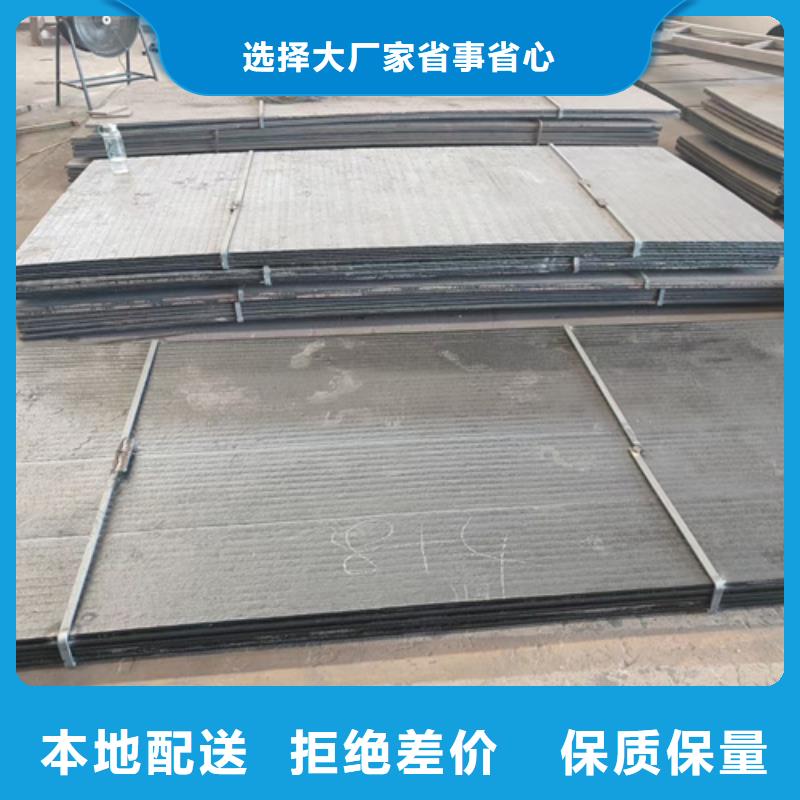
与众多耐磨材料相比,耐磨复合钢板有其不可替代的显著特点:1、四川广元附近高耐磨性合金层的化学成分中碳含量达4~6%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到45%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800,高于沙石中石英的硬度HV800~1200。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。 与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:(2)与高锰钢;5~10:(3)与工具钢;5~10:(4)与铸态高铬铸铁;1.5~2.5:2、四川广元附近良好的耐冲击性耐磨复合钢板的底层为低碳钢或低合金。不锈钢等韧性材料,体现双金属的优越性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。3、四川广元附近较好的耐热性耐磨层使用在≤600℃工况下使用,若在合金层中加入钒,钼等合金,可以承受≤800℃的高温磨损。 使用温度如下: 普通碳钢基板不高于380℃工况使用; 低合金耐热钢板(15CrMo,12Cr1MoV等)基板不高于540℃工况使用; 耐热不锈钢基板在不高于800 ℃工况使用。4、四川广元附近好的耐腐蚀性耐磨复合钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。5、四川广元附近适用性强耐磨复合钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。标准耐磨复合钢板可提供1200或1450×2000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨复合钢板现分为普通型、四川广元附近耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。6、四川广元附近方便的加工性能耐磨复合钢板可以切割,调平,打孔,弯曲和卷曲,它可以制成平板,弧板,锥板,圆筒。切割好的复合板可以拼焊成各种工程结构件或零部件。复合板还可加热用摸具压制成复杂形状。耐磨复合钢板可以用螺栓或焊接固定在设备上,更换维修方便。7、四川广元附近高的价格性能比耐磨复合钢板虽然制造成本提高,但使用寿命数倍提高,使得维修费用和停机损失大为降低,其价格性能比比普通材料高约2~4倍。物料处理量越大,设备磨损越严重的厂矿,使用耐磨复合钢板的经济效果越明显。复合耐磨钢板


堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、四川广元送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



