


踩下脚踏开关的启动按钮(这个时候手不准离开急停按钮,因为这是 次上电, )。看一下左机、右机是否按照设定的长度进行行走,左弯、右弯是否按照设定的角度进行工作。这个时候是空载试验。自动动作正常以后,再放上钢筋进行测试。、参数设置画面:主要是设置一些加紧、伸缩气缸的动作时间,不同模具的正、反弯位置等参数,正、反弯工作位根据当前加工钢筋的直径会自动切换,如果工作位置不合适,用户也可根据需要自行调整。
当出现不正常或者是危险的情况时,应使用红色的急停开关按钮停止设备。要重新启动设备抬起急停开关,然后按“复位”按键。结束生产循环和换班:当任务加工完成时,自动结束生产循环。切断连接的所有电源,进行设备清洁,润滑,维护等操作。
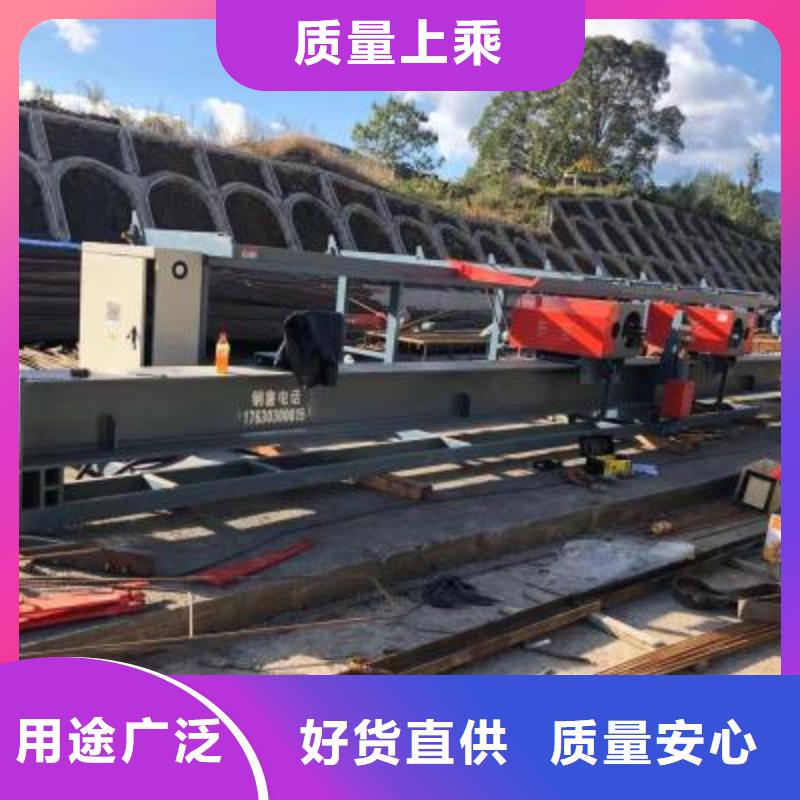
产品简介:
适用于高速铁路、高速公路、轨道交通、市政、核电、水利等基础设施建设;两个弯曲主机可同时进行自动定尺、双向弯曲等工作;具有加工精度高、操作使用轻松方便等优势,极大的提高了劳动生产效率。
产品特点:
1、整机采用先进的模块化设计思想,具有较高的柔性特征,可满足不同的加工需求
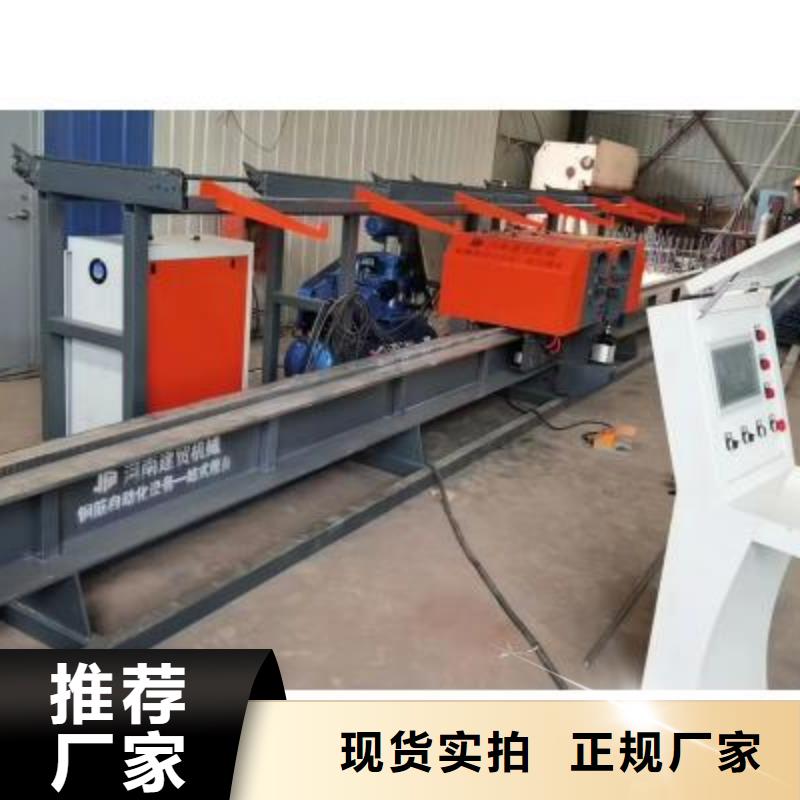
2、关键零部件,采用高规格生产标准,减少设备故障率,降低使用成本
3、弯曲系统和移动系统,均采用伺服电机驱动,保证加工精度
4、主机动作速度快,速度可自由调节,适应各种工作节奏
5、采用CNC控制系统,控制界面友好,操作简单方便
6、主机移动采用齿轮齿条的传动方式,定位准确
7、一体式高强度轨道,精度高,主机移动轻捷平稳

第二,在作业之前,我们要先检查一些它的转盘,芯轴,以及挡块是不是合理的,是否在中间存在着损坏和裂纹,要是有的话,我们就要先空运转一下,若是在空运转的时候没有任何问题,在进行作业,这样才是比较的,减少故障发生,计量泵商家提醒大家,我们在检查的时候,不允许更换其中的位置,也不能去调整它的速度,更不能随意的更换它的芯轴,要及时的去清洗或者是加油。
立式弯曲中心数控钢筋弯曲中心和应用v带轮旋转对涡轮杆减速,减速完成后,相应的工作盘开始旋转。此时钢筋的一端会被铁轴阻止转动,而设备的成型轴则会围绕设备内部的中心轴转动将钢筋推弯优势:蜗轮蜗杆式钢筋弯箍机不同的弯曲规格很大程度上简化了弯曲过程。用的比较多的还有齿轮式钢筋弯箍机。与蜗轮蜗杆式钢筋弯箍机有所不同的是齿轮式钢筋弯箍机设备上增加了自动控制弯箍角度的装置和断电保护功能,可以对弯曲钢筋的角度进行调整以及保护人员。原理:这种弯箍机工作原理如下:通常通过电动机带动V带轮。

数控钢筋弯曲中心,该设备具有操作简单,维护方便,经济实用的特点。特别适用于各种工程标段、钢筋集中加工工厂等钢筋批量加工的场合使用。那么,大家知道数控弯曲中心是如何调节的吗?
首先,要检查数控弯曲中心内部的电气线路安装是否正确,启动时是否正常,运行的过程中各个电机的运转是否正常,停止按钮是否工作正常,液压油添加的情况是否满足要求,链条上是否涂油润滑作用的黄油,如果以上都完成了,接下来才可以调整数控钢筋弯曲中心。
首先,把阀座两侧安装上横的和竖的两个溢流阀,把其中的一个竖着装的溢流阀关闭,使其没有压力。然后,再把另外一侧横着装的溢流阀进行空运转,在调试的时候, 把各个溢流阀要调的松一点,第二把横着装的溢流阀调的紧一点,第三把另外一面的竖着装的溢流阀调整的压力在9.0mpa到10mpa之间,并且要使溢流阀调节按钮不左右晃动,第四再把横着装的溢流阀调的工作压力在2.5Mpa到3.0Mpa之间,固定好溢流阀的调节按钮。
调整切刀的时候要把动的切刀和固定切刀的距离调在0.05mm到0.08mm之间,定向切刀要把螺母松开,调整完间距之后再固定好,动切刀就把螺栓去掉就可以了。调整完时,要检查一下各个螺母和螺栓是否禁锢,不禁锢要调紧,然后再关上罩,下面就可以打开电机了。
 广西数控钢筋弯曲中心诚信厂家
<广西>建贸机械设备有限公司
广西数控钢筋弯曲中心诚信厂家
<广西>建贸机械设备有限公司
人工操作时的问题与缺陷:
1、 人工校直速度很慢,劳动强度大、造成效率低下。
2、 人工校直后每段钢筋的两端要剪掉,剪掉的部分就成了废料,造成了材料的浪费。
3、 人工校直过程中,其次拉直的长度很难控制一致,这样在下料时,也会出现料头,同样成了材料的浪费。
4、 无论是人工校直还是校直机校直,都有一个共同缺陷,就是施工现场占用面积大。校直机约占十几米的长度,人工校直要占几十米的长度。这在城市施工会有困难。
5、 目前的弯曲成型,较大程度上依赖于手工成型,人工在工作台上通过简陋的手工工具,进行成型。在条件较好的单位或工地上使用弯箍机成型。
6、 由于人工加工及半机械化加工,箍筋的尺寸及角度的一致性不好,分散程度产品用途:建筑工程、钢筋工程。
