


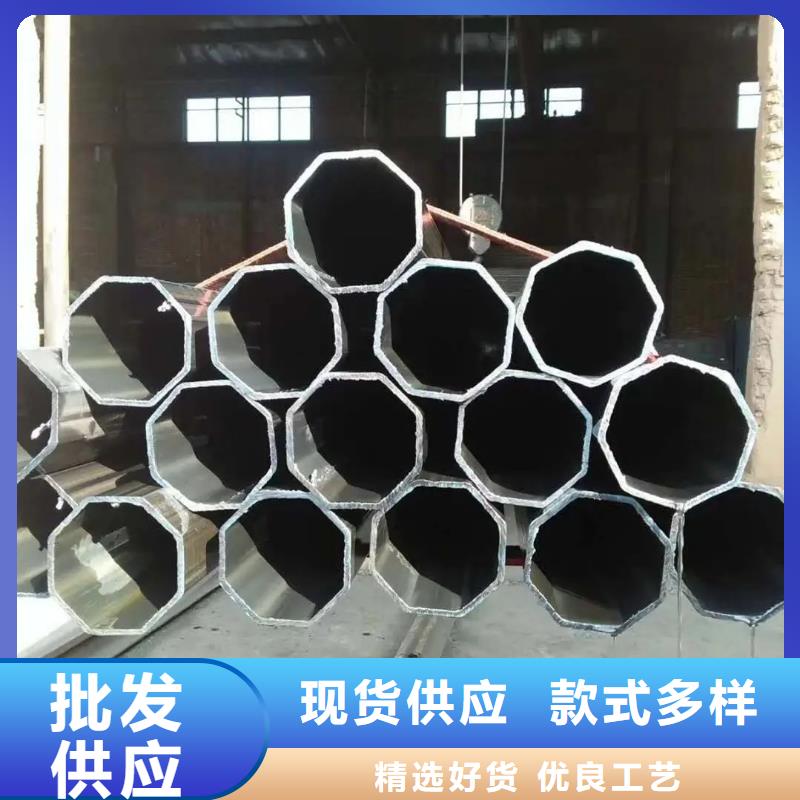


每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,福建异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
福建异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
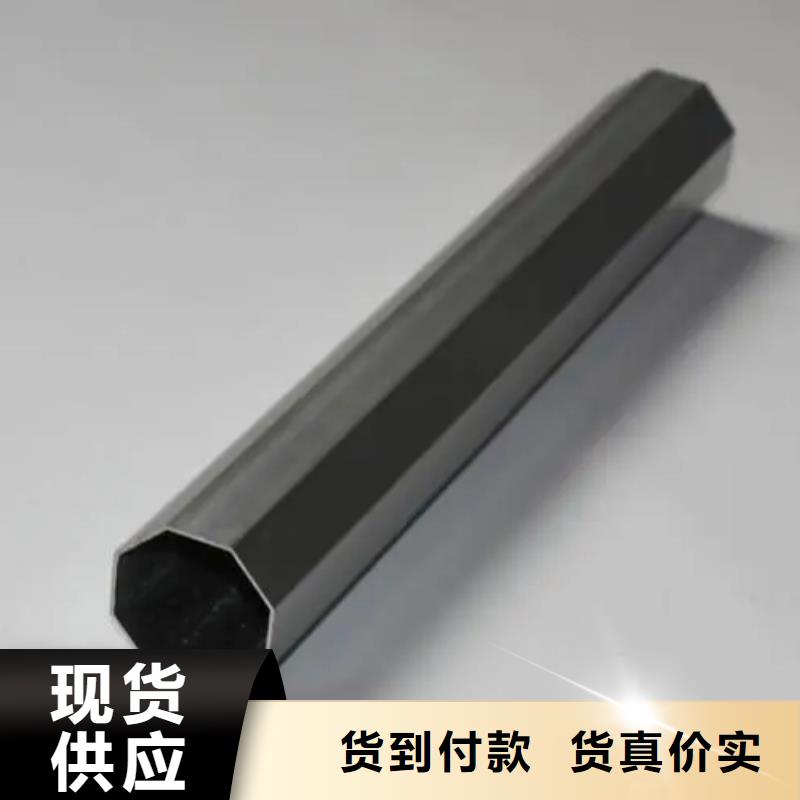
由于设计图绘制出的是零件成形加工完成后的终状态图,福建异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。
福建异型管变形主要是焊缝收缩力大于母材强度造成的。
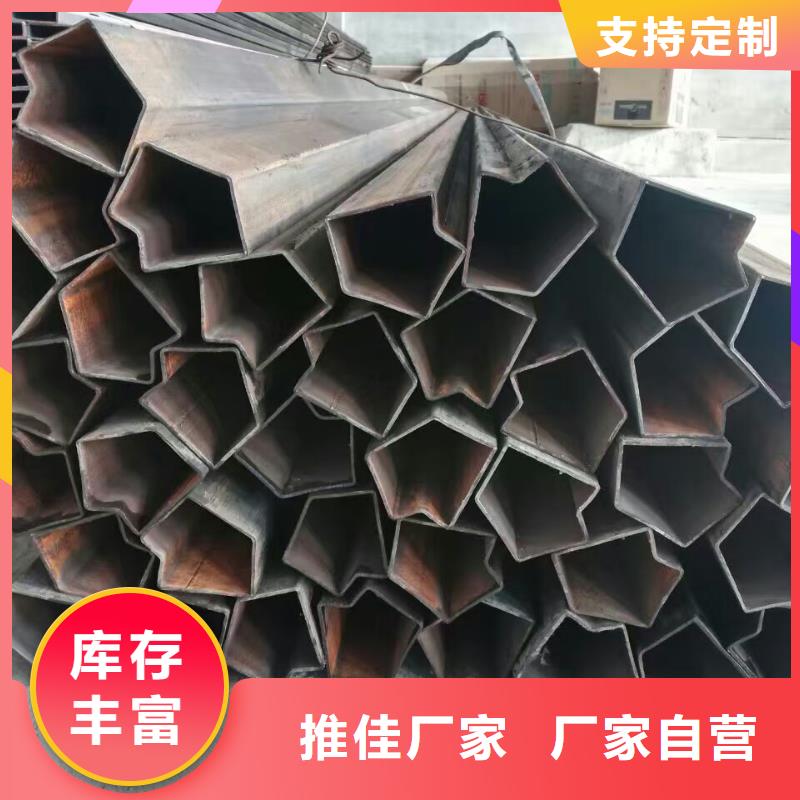
【1】福建异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】福建异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
【3】福建异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
福建异型管管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;
福建异型管淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;
福建异型管切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;
福建异型管弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;
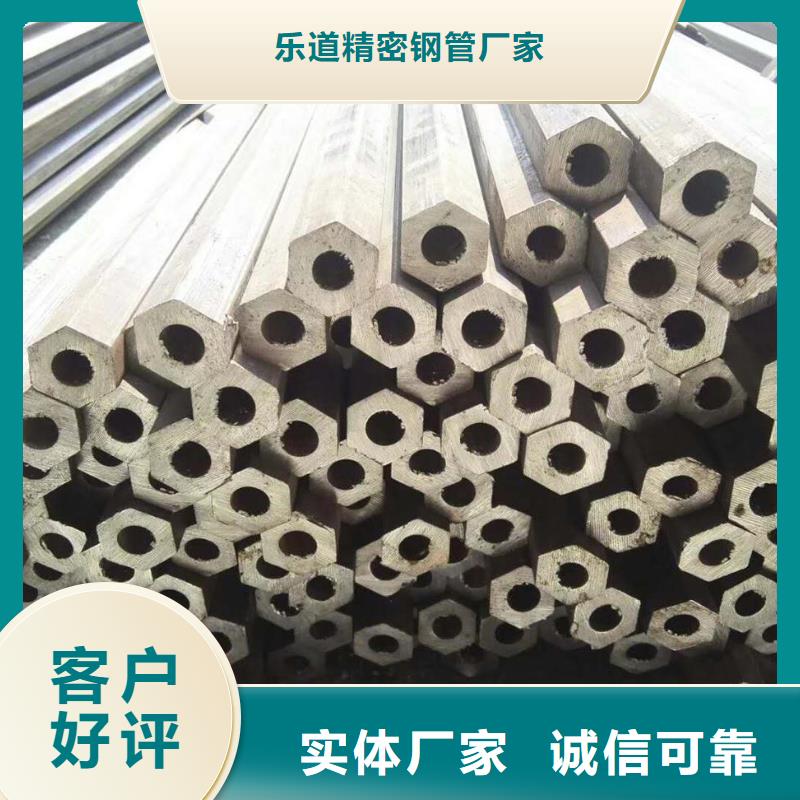
福建异型管驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
福建异型管轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
福建异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
福建异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
