
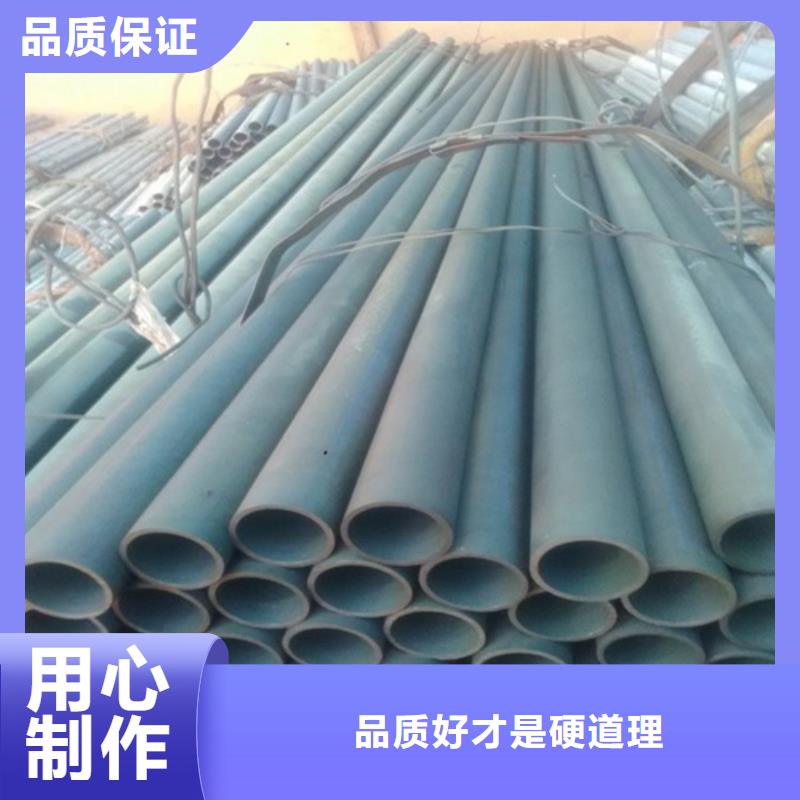






酸洗钝化无缝钢管化处置的惯例工艺进程为确保酸洗钝化质量,酸洗钝化无缝钢管起首需思索采用酸洗钝化液浸泡的方法,在不方便于采用液体浸泡的状况下,才思索用涂刷酸洗钝化膏的方法,但不宜运用涂刷酸洗钝化液的方法。当采用酸洗钝化液浸泡的方法时,需按期对浸泡液进行测试和化验钢管酸洗钝化的惯例工艺进程如下:→酸洗→冲洗→钝化(池洗)→预处置→→酸洗钝化(二合一)液(池洗)→冲刷→后处置→酸洗钝化(二合一)膏(池洗)→5.1预处置5.1.1去除焊缝及母材外表的飞溅、焊药、尘土等。5.1.2去除油污,需要时可采用碱洗或洗濯液清洗,洗后需用清水将外表冲刷于净。5.2酸洗(池洗)及冲刷酸洗时应严厉节制酸洗温度和工夫,温度低则工夫长,温度高则工夫短。避免达不到酸洗结果或过份酸洗而惹起基体侵蚀的景象,需要时还可在酸洗液中添加侵蚀剂。对被酸洗产物上的碳钢件能拆开的需拆开失落,如不克不及拆开的需采用涂防护油漆或封橡胶泥的办法。酸洗后必然要用清水彻底冲刷,使之外表不留存残液,以利尔后的钝化处置。厂家品质我厂保证低价格,优的产品质量。
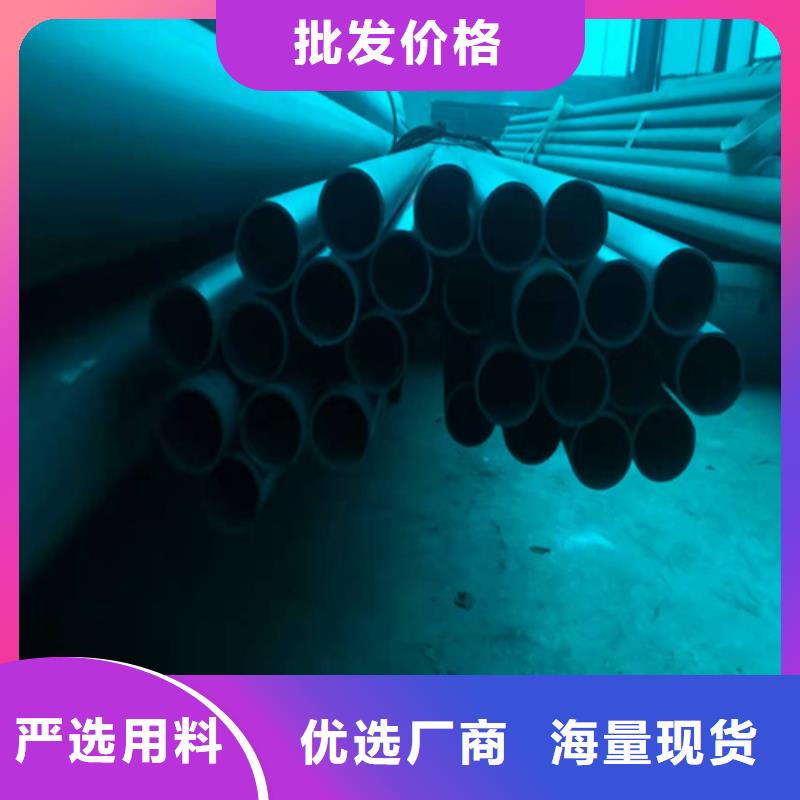
酸洗钝化无缝钢管容器或零部件必须用洁净水将表面冲洗干净,后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。管路清洗完毕如果没有很快进入调试阶段 必须在管路中及时铺油 而且要在整个内壁上都形成一层油膜 以免产生二次生锈。油洗之后 调试之前必须再次对管路进行检查 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方 要打开管路进行检查 放出残存的油液 并用干净的油液再冲洗 直到看不到杂质为止。
酸洗钝化无缝钢管钝化的用途由于锌的电位比铁低当镀锌的无缝钢管受到腐蚀介质浸蚀时锌首先腐蚀而保护了铁。特别是镀锌层经过铬酸钝化处理生成一层光亮而美丽的钝化膜后不仅显着提高了镀锌层的防护性能而且提高了镀锌零件的外观装饰性。因此镀锌层广泛地应用于机械工业,电子工业,仪表工业和轻工业等许多领域中。锌镀层在大气条件下对无缝钢管为阳极性镀层,经彩色钝化后,明显地提高了镀层的保护性能并改善了外观。主要用于防止无缝钢管的腐蚀,其镀层价格低廉。
酸洗钝化无缝管适用于各种形状的钢铁件的除油酸洗钝化无缝管适用于各种形状的钢铁件的除油,除锈,磷化,钝化四合一综合处理,具有除油效果好,除锈速度快,酸洗无缝钢管酸洗磷化钢管酸洗钝化无缝钢管酸洗磷化无缝管防腐性能佳等特点,酸洗钝化无缝管适用于各种形状的钢铁件的除油酸洗钝化无缝管的几种处理方法酸洗钝化无缝钢管产品优点实现了多道工艺一步完成的目的,而且,,易存储。
