



不要犹豫,花一分钟时间观看我们的8+4双金属复合耐磨板生产厂家产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:8+4双金属复合耐磨板生产厂家的图文介绍

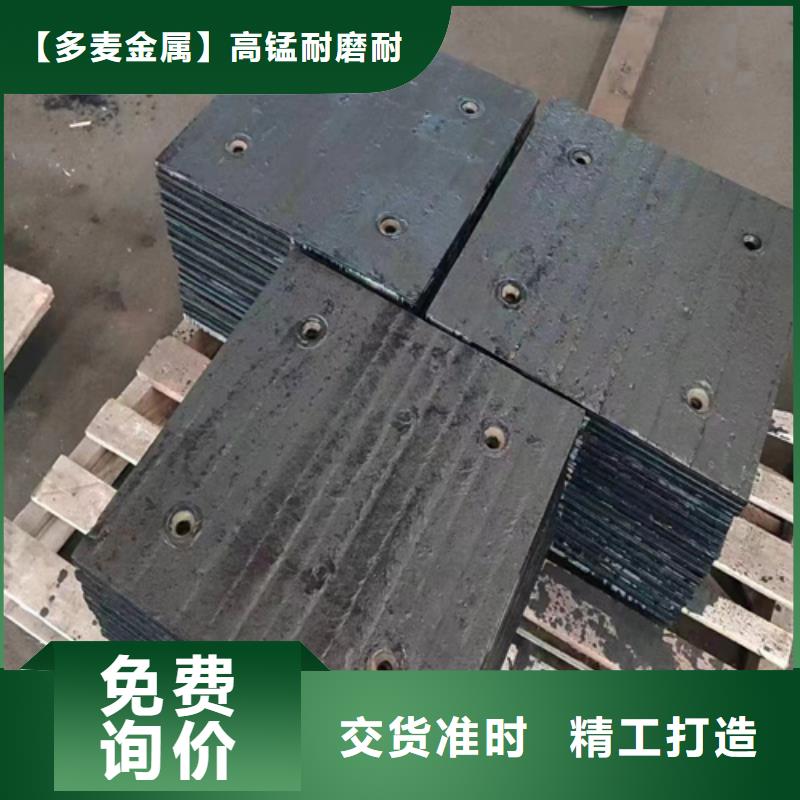
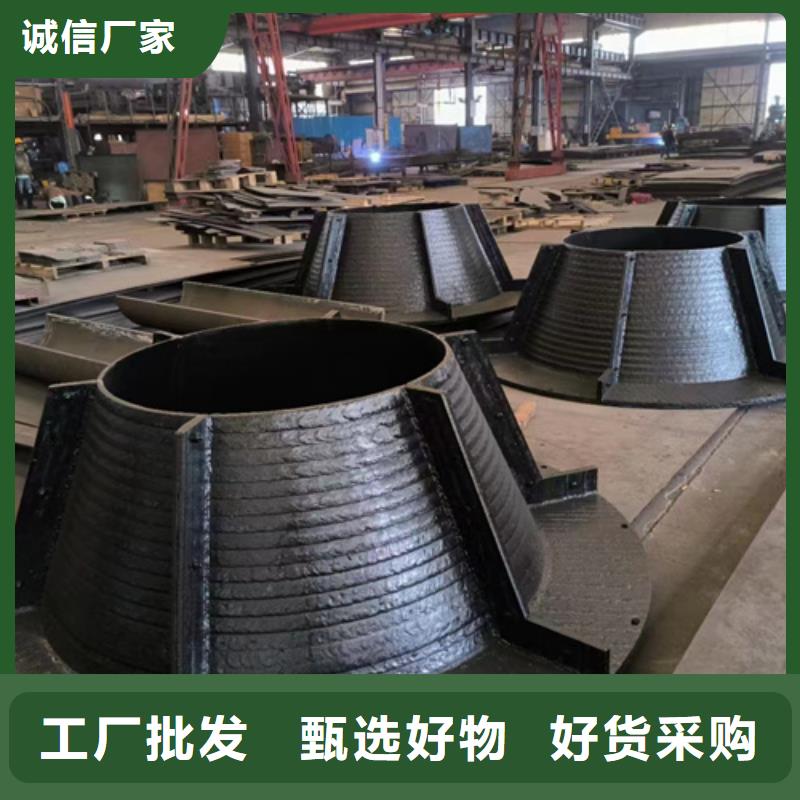
鄂州【多麦金属】高锰耐磨耐候钢板生产厂家是【Q460C高强钢板】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。鄂州【多麦金属】高锰耐磨耐候钢板生产厂家的诚信、实力和【Q460C高强钢板】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



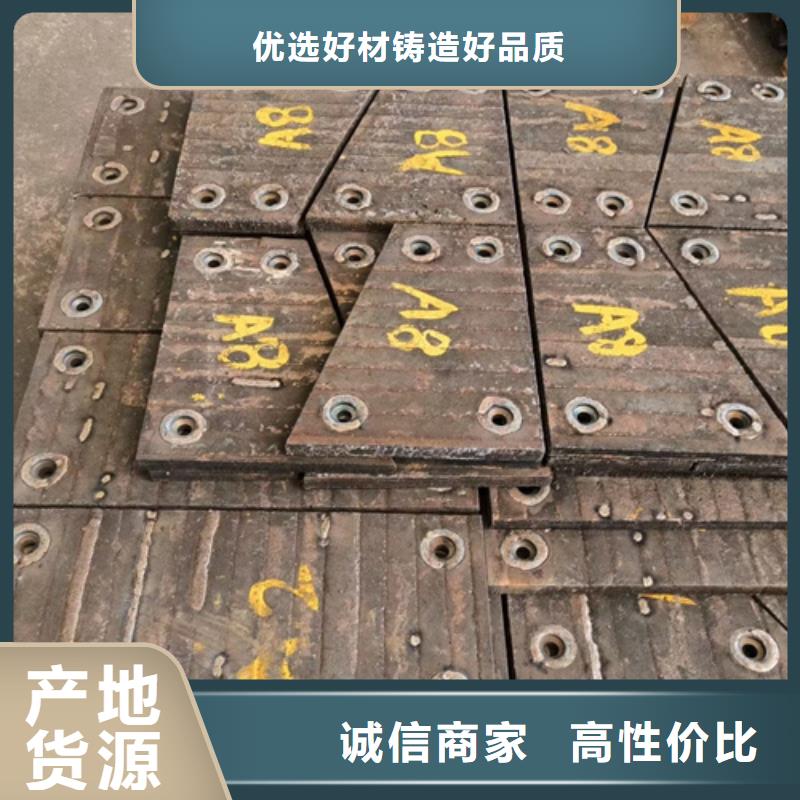
基材及焊丝的选择3.1基材的选择复合耐磨钢板的基材要求有较好的韧性和可焊性,且价格适中。根据市场调研和分析,相对其他结构钢材料,Q23s钢含碳量适中,综合性能较好,强度、同城塑性和可焊性都相对较佳,所以采用Q23s碳素结构钢作为复合板的基材。由于这四种Q23s钢的屈服强度和抗拉强度一样,化学成分略有差别,考虑到成本问题,我们选用Q23sA做为复合板的基材。3.2焊丝的选择通过反复试验,我们选用北京焊博焊接材料有限公司研制的药芯焊丝D9s明弧堆焊焊丝,该焊丝熔敷金属的化学成分,其熔敷金属是Cr-Fe-C型高铬合金材料,22%~27%的铬含量和3.0%~5.0%的碳含量,可以在堆焊层中形成体积分数超过50%的Cr7C3碳化物。在合金组织中碳化物是组成物中硬和的相(碳化物的显微硬度为HV1300一1800),该堆焊层组织中存在大量的碳化物相,使得在磨损过程中磨粒的压人及摩擦受到强烈阻碍。同时,共晶组织同碳化物有适宜的强度结合,可使碳化物不易脱落,相当于在强度的基体上嵌人颗粒,尤其是在施焊过程中我们采用工艺,使碳化物的生长方向垂直于板面,因此整个堆焊层具有优良的抗磨粒磨损性能。



根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板

【多麦金属】高锰耐磨耐候钢板生产厂家

