


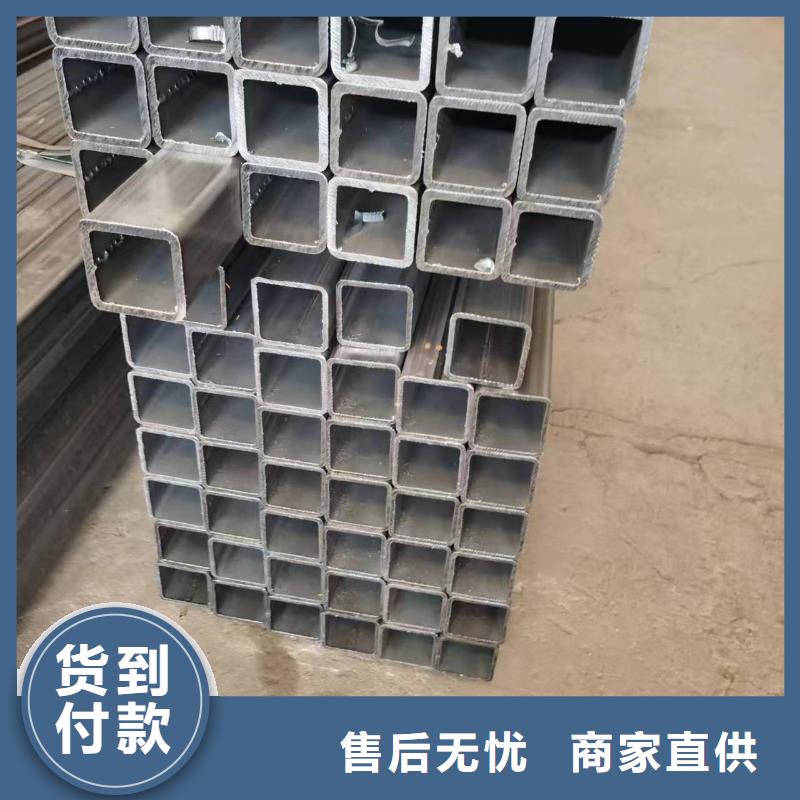

恩施无缝方管的生产方法
大部分钢加工是通过压力加工的钢,这使加工后的钢(钢坯,铸锭等)产生塑性变形。根据钢的加工温度,将钢分为冷加工和热加工。钢材的主要加工方法如下:
恩施无缝方管轧制:一种压力处理方法,其中钢的金属坯料穿过一对旋转辊的间隙(各种形状),并且由于辊的压缩,材料的横截面减小并且长度增加。这是钢产品常用的生产方法,主要用于生产钢型材,板材和管材。它分为冷轧和热轧。
恩施无缝方管锻钢:一种压力处理方法,利用锻锤的往复冲击力或压力机的压力将毛坯改变成所需的形状和尺寸。一般分为自由锻造和模锻。它通常用于生产具有相同横截面的大型材料和大型钢。
恩施无缝方管拉拔钢材:通过模孔将轧制的金属毛坯(形状,管材,产品等)拉成横截面,减小长度并增加加工方法,主要用于冷加工。
恩施无缝方管冷轧钢板允许截面局部屈曲,可以充分利用构件屈曲后的承载能力;热轧型钢不允许局部屈曲。
恩施无缝方管热轧型钢和冷轧型钢产生残余应力的原因不同,因此残余应力在型钢上的分布也有很大的不同。冷弯薄壁型钢截面上的残余应力分布为弯曲型,热轧型钢或焊接型钢截面上的残余应力分布为薄膜型。
恩施无缝方管热轧型钢的自由扭转刚度高于冷轧型钢,因此热轧型钢的抗扭转性能优于冷轧型钢。
恩施无缝方管工艺分类
恩施无缝方管按生产工艺:热轧无缝方管、冷拔无缝方管、挤压无缝方管、焊接方管。
恩施无缝方管分为:
(a)按工艺分为电弧焊方管、电阻焊方管(高频和低频)、气焊方管和炉焊方管两部分
(b)按焊缝分为直焊方管和螺旋焊方管
恩施无缝方管空弯曲的缺点是当矩形管在上游端同步弯曲/方面由于同时产生的压力上辊和下辊、成型力很容易超过临界点时引起的不稳定和凹边缘也影响装置稳定运行和成型质量。这也是矩形管与空心弯曲形成的圆形管的不同特点。
在实际应用中,这两种基本方法在矩形管成形中应根据产品需要配置到合理的工艺位置。要注意拉伸/稀释效应的影响固体空弯曲弯曲和压缩/增厚效应在产品的质量上否则会导致矩形管的一侧凹形成时成品管的纵向弯曲很难正确的直线。
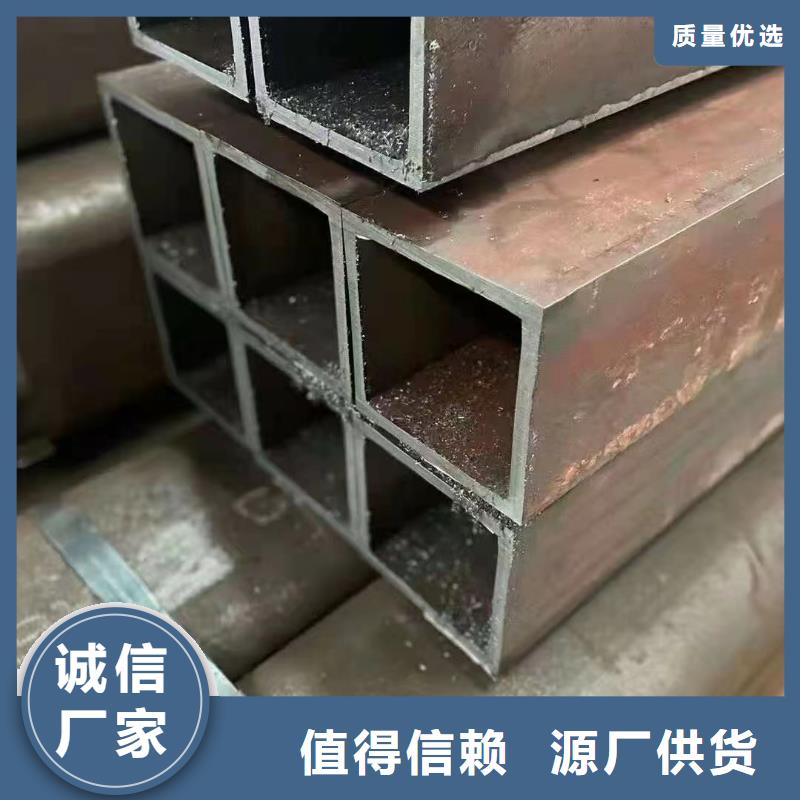
恩施无缝方管大规格
恩施无缝方管大规格厚壁冷弯方矩形钢管工艺所方矩形钢管生产线产品的规格为500mm*500mm*19mm,为世界第二。日本新日铁26英寸方矩管生产线规格为550mm*550mm*22mm。欧美 目前规格方矩形管为400*400*12.7mm。
(2)高强度
恩施无缝方管为了减轻自重、提高抗震抗冲击等性能,国内外开始广泛使用高强钢,材料强度已达630MPa甚至更高。大规格厚壁冷弯方矩形钢管工艺所生产的方矩形管,其母材抗拉强度可达630Mpa,按产品强度等级列世界之Z,日本新日铁生产线产品的强度仅为550Mpa,两者相差接近15%。
根据工程图的总体规划,进行管道的准确定位,预制构件的支管根据现场的自然环境,再按照整体图进行切割和现场,然后用角向磨光机打磨焊缝,再进行电焊。
恩施无缝方管在使用前应完成工程施工准备。 Q345B无缝方管的管道沟应开挖,完成管井的砌砖切割,应及时用到各种Q345B无缝方管,所需的各种物品,包括直流焊接机,自动切割机,冲击电钻,角向磨光机等应充分准备。在基本机械设备之前,只能进行一系列准备工作。
根据质量规定和Q345B无缝方管,恩施无缝方管不得在焊接位置焊接立管,并应防止弯曲部分焊接。不带机械设备的立管的误差和泄漏应小于3 mm /米,而水稳装置的误差和泄漏应小于1 mm。 Q345B无缝方管要求焊接平整且饱满,焊缝不得烧穿和开裂。
恩施无缝方管的调平和铣削:需要先经过砧台使原先弯曲的厚钢板平整,再经过铣床使厚钢板平整
切开边缘的两侧,使其可以达到板的指定宽度,板边缘的平整度和焊缝的外观。