您的位置>首页 >东莞当地频道中心 >
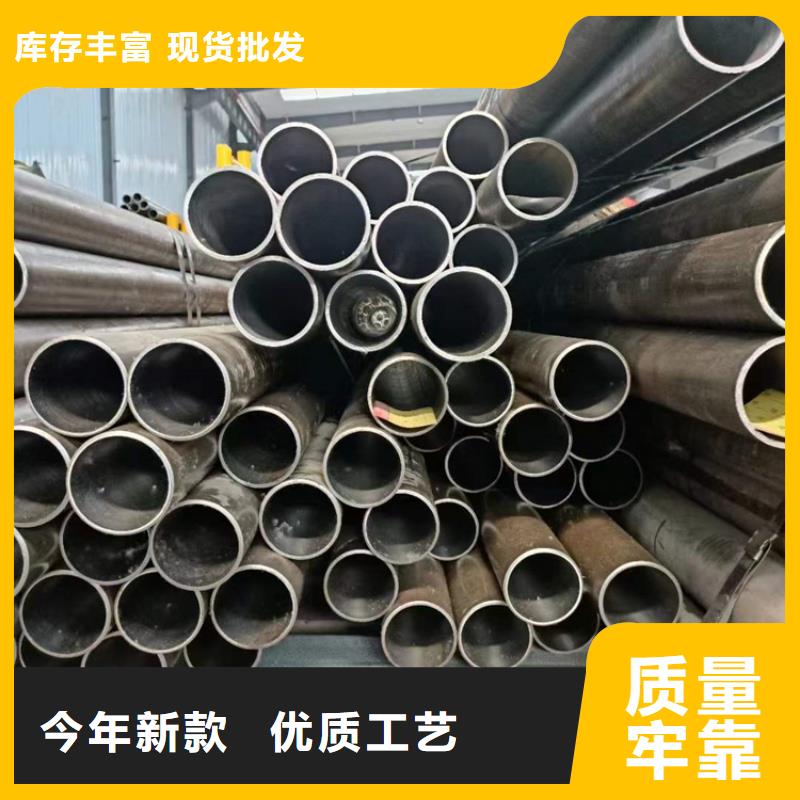
茶山镇冷拔绗磨管行情
更新时间: 2024-12-27 15:20:59 浏览次数:2
以下是:茶山镇冷拔绗磨管行情的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:茶山镇冷拔绗磨管行情的图文视频
导读 您是想要在广东省东莞市采购高质量的茶山镇冷拔绗磨管行情产品吗?安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的茶山镇冷拔绗磨管行情产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《聊城辽河路燕山路交叉口南500米东首发货到广东省 东莞市 莞城区、南城区、万江区、石碣镇、石龙镇、茶山镇、石排镇、企石镇、横沥镇、桥头镇、谢岗镇、东坑镇、常平镇、寮步镇、大朗镇、麻涌镇、中堂镇、高埗镇、樟木头镇、大岭山镇、望牛墩镇、黄江镇、洪梅镇、清溪镇、沙田镇、道滘镇、塘厦镇、虎门镇、厚街镇、凤岗镇、长安镇》。 广东省,东莞市 东莞市,简称“莞”,广东省辖地级市、特大城市,国务院批复确定的珠江三角洲东岸中心城市。地处中国华南地区、广东省中南部、珠江口东岸,西北接广州市,南接深圳市,东北接惠州市,属亚热带季风气候,长夏无冬,雨量充沛。截至2022年10月,东莞市下辖4个街道、28个镇,总面积2542.67平方千米,截至2022年末,东莞市常住人口1043.7万人,其中城镇人口962.81万人,城镇化率92.25%。
广东省东莞茶山镇冷拔绗磨管行情
<东莞>九冶管业有限公司

2.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力
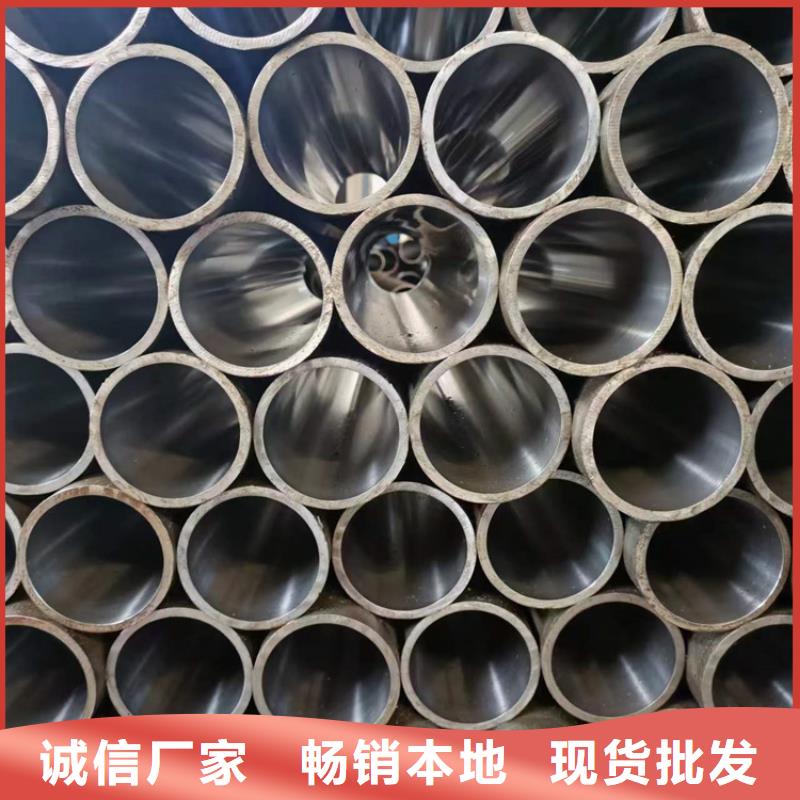
厚壁油缸管滚压与绗磨那种工艺精密度高 绗磨管厚壁油缸管其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;油缸管要承受很大的液压力,因此,应有足够的强度和刚度。厚壁油缸管珩磨头伸进孔内然后由机器带动旋转往复并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点不过比起内圆磨的方式还是要快很多.精度方面不是什么问题比起内圆磨有过之而无不及.

<东莞>九冶管业有限公司
广东省东莞茶山镇冷拔绗磨管行情
总结 选购茶山镇冷拔绗磨管行情来广东省东莞市找安达液压机械有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[辽河路燕山路交叉口南500米东首]。