


联系我们

型材拉弯价格推荐
更新时间:2024-12-27 12:19:15 浏览次数:4 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |


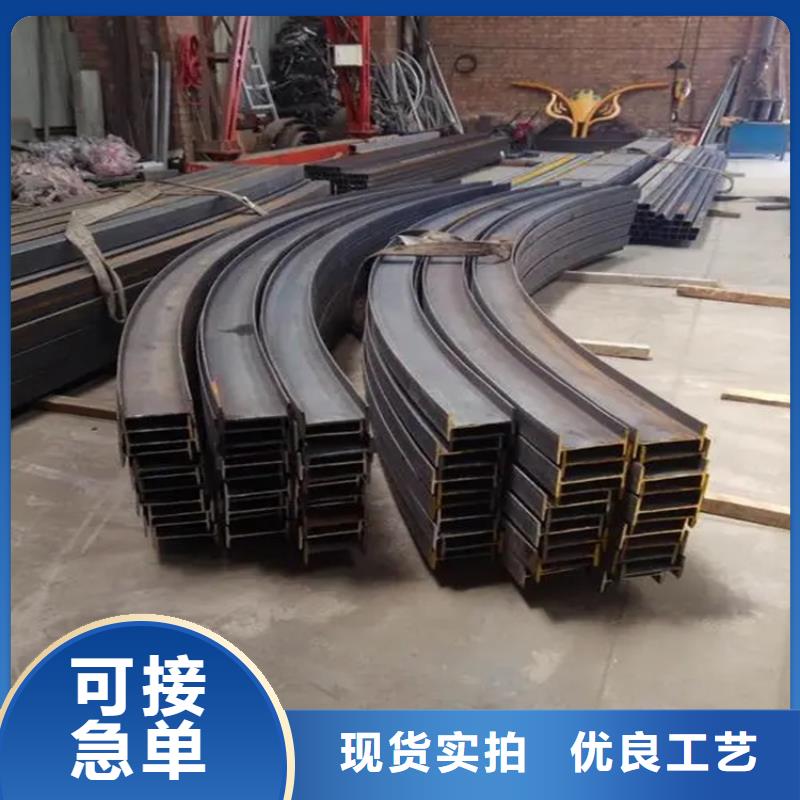



型材拉弯厂家介绍型材拉弯的分类型材拉弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 型材拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,型材拉弯可分为顶弯、压弯、辊弯和型材拉弯。压弯是常用的型材拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当型材拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的型材拉弯机型材拉弯上进行。 当型材拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。
型材拉弯防锈工作怎么做?很多朋友对型材拉弯加工有一定的了解,在日常生活中,我们经常可以看到弯头加工的相关内容,那么如何保证加工好的弯头的防锈工作呢?型材拉弯防锈工作需要注意什么? 一、清洗弯头处理: 主要是用乳液或溶剂清洗钢材表面,保证去除弯头表面的油脂、清洗剂、污垢和有机物,但不去除表面氧化皮、铁锈、焊剂等,所以它在整个防锈工作中主要起辅助作用。 二、弯头加工工具的除锈: 用钢丝刷或其他物体对弯头表面进行有效的抛光,可以使表面的铁锈、氧化皮和焊渣松动和,如果钢铁表面附着水垢,这种方法的去除效果不是很令人满意。 三、重新弯曲后的酸洗: 化学和电解两种不同的酸洗方式比较常见,而化学酸洗基本上只用于弯头的防腐,可以有效去除表面的旧涂层、铁锈和氧化皮,甚至可以在喷砂除锈后使用,化学清洗虽然可以去除表面的杂质,但更容易造成污染。 四、弯头加工中终喷涂除锈的优点:喷涂除锈主要是需要使用一个功率更大的电机来驱动喷涂刀片对弯头进行除锈,加工后的弯头不仅可以彻底除锈,而且即使在剧烈的冲击和摩擦下,也能保证弯头的粗糙度相对均匀。
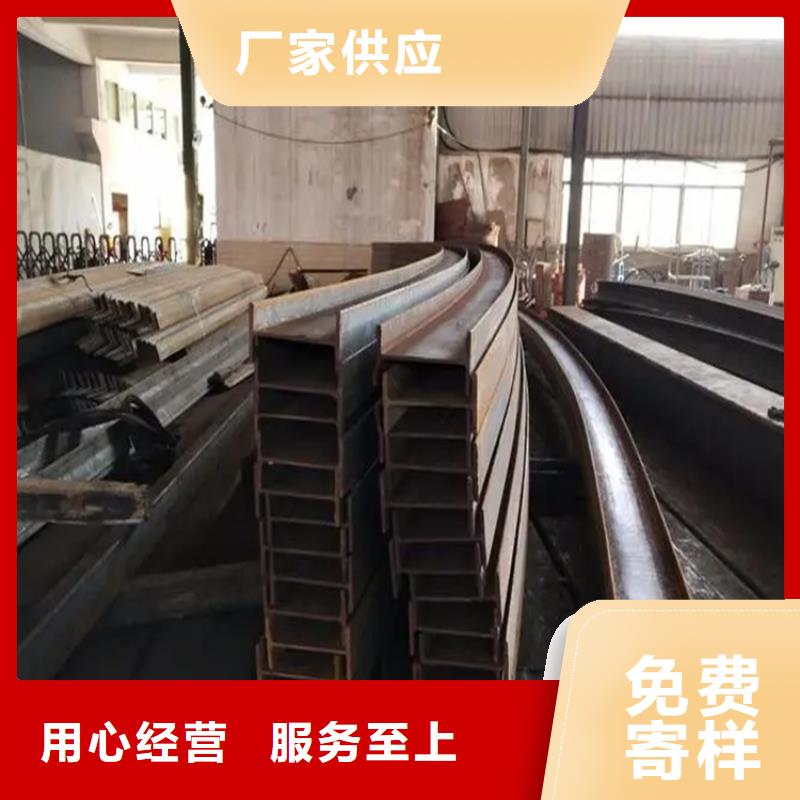
常用的型材拉弯方法有哪些 按曲折成形办法能够分为滚弯、压弯、推弯和绕弯;按曲折时是否运用模具能够分为有模弯和无模弯;按曲折时有无芯棒能够分为有芯弯和无芯弯;按曲折时是否加热能够分为冷弯和热弯。近年来还出现了零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等新的弯管工艺。滚弯是用三个辊轮对管材进行曲折加工的办法。其中辊轮3为主动轮,其余两个为从动轮。滚弯办法及作业原理与板材滚弯根本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的作业表面。曲折时只需改变主、从辊轮间的距离,就能够实现各种曲率半径的曲折。拉弯厂说这种办法尤其合适弯制环形或螺旋线形管件。不过,滚弯对曲折半径有必定的要求,仅适用于曲率半径较大的厚壁管件,关于小半径曲折显得力不从心。压弯是早用于弯管加工的工艺办法。它是在液压机上使用模具对管坯进行曲折加工的。压弯具有模具调整简单、出产功率高等优点,故在出产中一直被广泛应用,一般用于弯制带直段的管件或弯头号。
型材拉弯拉弯厂应广阔客户需求,对天津拉弯机设备的组成停止细致解说。拉弯机可分为转台式拉弯机和双转臂式拉弯机以及各种专用拉弯机拉弯机设备的组成:放卷设备:由放卷机和小车组成,放卷直流电机带动放卷机放卷,液压控制小车的升降,小电机控制小车的进出。导辊:也叫稳定辊,前后各一对,用于稳定铝材程度的作用。S辊:前后各两对S辊,分别为入S和出SS辊为胶面,确保铝带不受刮伤,前后两对S辊自身的张力配合收卷的张力,使得铝带平直准确度更好。拉弯机主体:由三个单元工作辊组成,是对铝带停止弯曲矫直的主要部位。 收卷设备:由收卷机和小车组成,收卷直流电机带动收卷机收卷,液压控制小车的升降,小电机控制小车的进出。收卷机的张力控制造用卷取铝带,辅佐S辊张力停止拉弯矫直。液压站:为小车升降,卸卷推板进出,收卷预压力大小提供动力。 操作台:操作台上的按钮旋钮开关,完成主机手控制机器作业。