


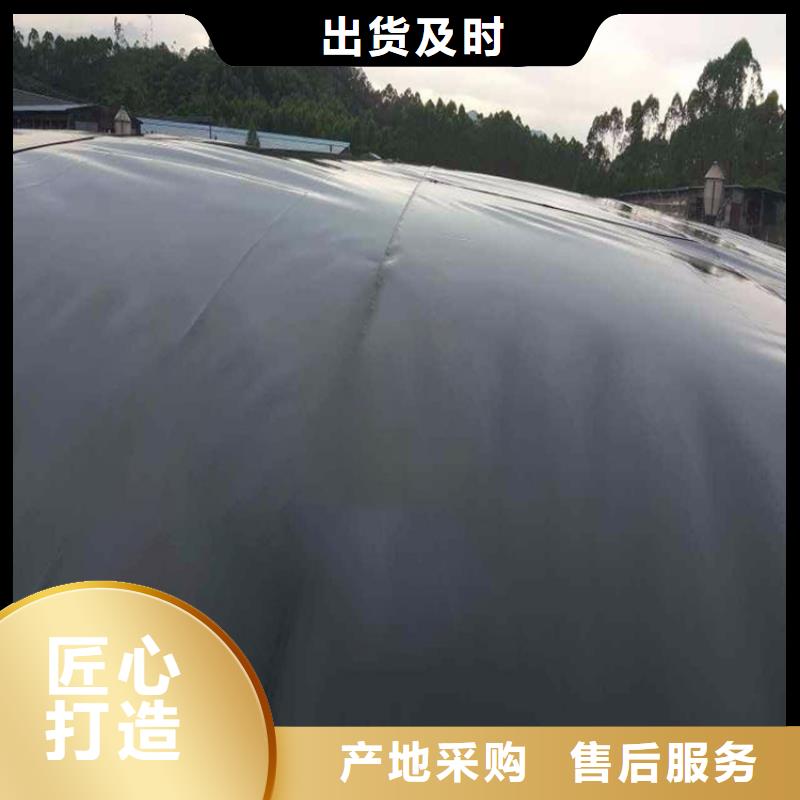




HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。
焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
土工膜材料的使用寿命是决定工程寿命的主要因素,材料在工程中的使用条件,称为工程环境。工程环境是异常复杂的,它包括力的因素、热的因素、介质和时间等因素。这些因素常常是叠加的,它们同时对土工膜发生作用,其结果是对工程材料的固有特性造成不可逆转的影响,直至破坏。HDPE土工膜可用于垃圾填埋场,表面活性剂是去氧剂、除垢剂、洗涤剂等的重要成分,在污水池、污水处理厂、垃圾填埋场的防渗漏工程中,由于普通土工膜抵抗表面活性的能力差,因此不能用于污水池、垃圾填理场等防渗漏工程,其抵抗表面活性剂的能力很强,环保用高(中)密度聚乙烯土工膜的耐环境应力开裂性也高。
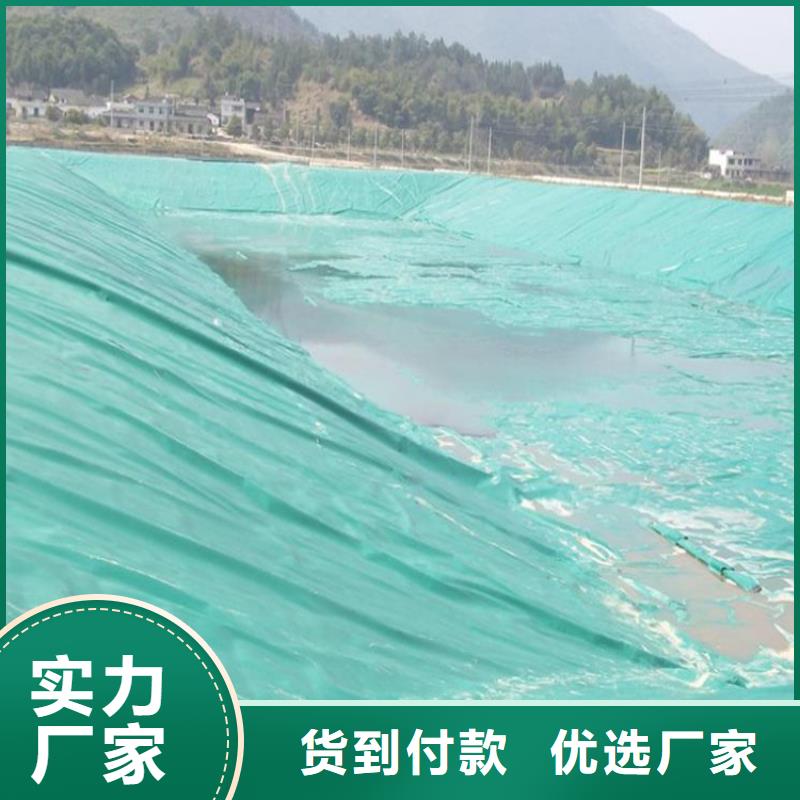
防渗膜铺设,以调整每个单元,从而使这两个单元的焊接。5、铺设防渗膜后,要用砂袋压住,以防风沙影响下一步边缘的焊接。6.防渗膜焊缝出售密钥序列的建设,一般的方法,使用热焊接,HDPE防渗膜设置在接触加热的外观,使外部熔化,然后通过压力的组合物的熔融在一起。关于铺设防渗膜,边缘接缝处要求不能有油污,水,灰尘等。7、调整前焊缝双方PE单膜,使不可避免的重叠的宽度,搭接宽度8一10cm。
HDPE土工膜相关参数:HDPE土工膜厚度、强度设计HDPE土工膜在水平和坡面铺设时,其厚度设计采用薄膜理论公式:式中:T为单宽土工膜所受拉力,kN/m;p为膜承受的垂直压力,kPa;b为预计膜下支持层可能产生的裂缝宽度,m;ε为膜的拉应变,%.HDPE土工膜的强度设计满足下式:式中:Tf为单宽土工。
HDPE土工膜按规划铺膜方向,用热焊机焊接。正式焊接前,行试焊,然后进行大面积焊接施工。焊接时,避免焊机受阻将土工膜焊漏而影响焊接速度和质量。搭接宽度要符合规划要求,选用双道焊缝接缝方法,以供给多重维护,能够在焊层之间充气测验焊接效果,焊接后,应及时对焊缝焊接质量进行检查。
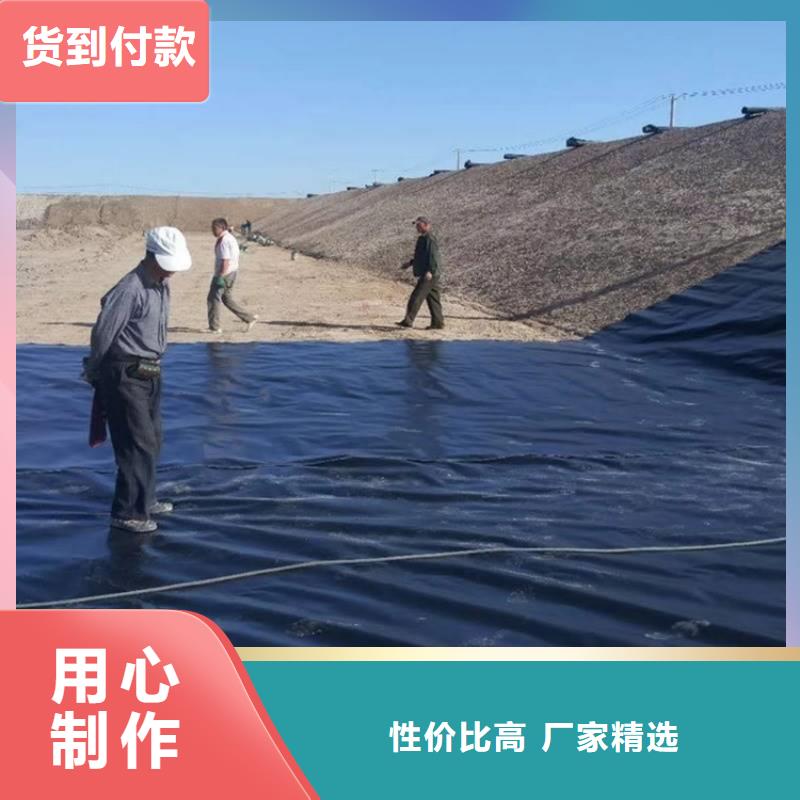
防渗土工膜焊接时应严厉监控,在温度改变较大、风速改变较大的情况下(土工膜受气温影响发生扩展或缩短会形成拼接的艰难),调理温度和速度,杜绝拼缝曲折、堆叠、焊接不牢或烫穿焊缝,土工膜本质上是塑料制品,施工焊接严把质量关。
