








他具备生铁管和钢管材质的优点,避免了铁和钢的缺点。球墨铸铁管胶圈安装时,将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,均匀地卡在槽内。将润滑剂均匀地涂刷在承口安装好的胶圈内表面、插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。球墨铸铁中石墨是以球状形式存在一般石墨的大小为6~7级。质量上要求铸铁管的球化等级控制为1~3级(球化率>=80%因而资料本省的机械性能得到较好的改善。具体铁的实质,钢的性能。退火后的球墨铸铁管。其金相组织为铁素体加少量烛光体。机械性能较好。特点 轻度高、壁薄、耐压、耐冲击、耐腐蚀、耐抗震等性能。管道接口采用柔性接口,而且还有一定的延伸率及偏转角。
球墨铸铁管可在检查台上用量具进行,也可用自动尺寸检测装置如激光测径、测厚、测长仪等进行连续检测钢管外表面检查一般用目检,而内表面检查除用目检外,可利用反射棱镜检查球墨铸铁管挤压时,内套筒逐渐被挤出(外圆被镦粗)。换挤压筒时,可以发现球墨铸铁管厂家挤压筒内部配合扩大。因此,为确定热装的公盈量,采用内径规测量中套或挤压筒内孔。挤压筒一套筒的残余变形会导致其塑性破坏。设计挤压筒时,通过分析挤压筒的工况条件,可以确定挤压筒内套筒中的内压力值。球墨铸铁管切头尾长度主要取决于生产方法和生产技术水平,一般定、减径管端切头长度为50-100m,后端为11.1.4钢管尺寸和质量检查切断后的钢管根据技术要求进行质量检查,检查内容包括检查逐个管的尺寸和弯曲度以及管内外表面质量,并抽检其力学、工艺性能等,但检查需要取样。钢管几何尺寸和弯曲度的检查。

球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
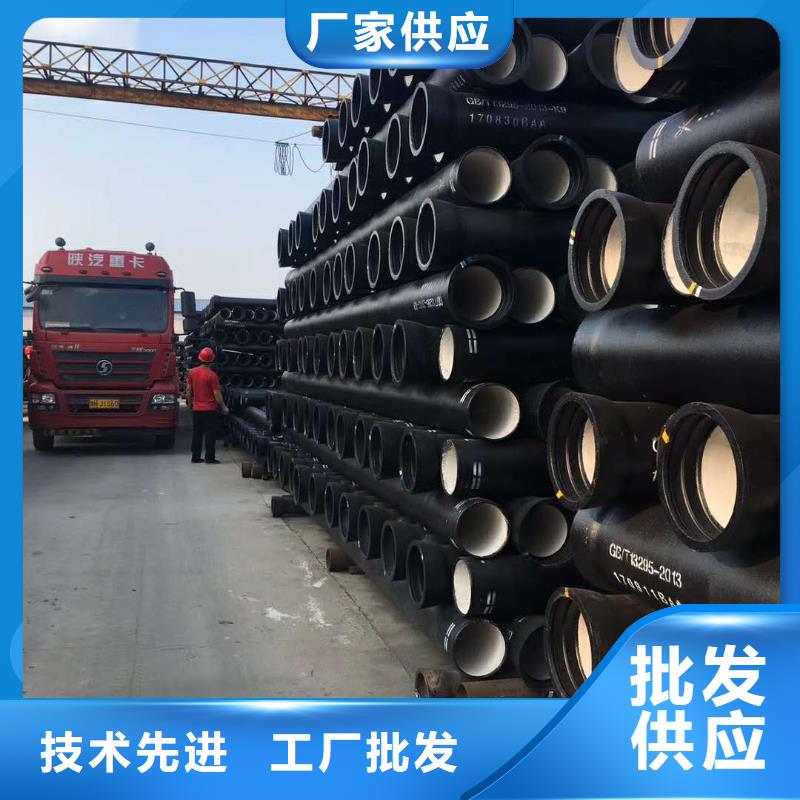
球墨铸铁管口径: DN80-1200 符合ISO2531 GB/T13295标准 材质柔性铸铁管 内衬水泥 外面高温喷锌喷涂沥青 喷锌层不小于130克/M2清理。 在安装前应进行清理工作,要清理的部位包括:插口端,承口内部,插口的切角处到白线处应光滑、无尖锐点,以免安装时划伤胶圈。润滑。 可使用食用油作润滑剂,均匀刷在插口端和橡胶圈上。球墨铸铁管铸铁管厂家生产的球铁管的接口采用流行的T型滑入式柔性接口,这种接口造价低,安装方便,密封性好,管线的工作压力可达到2MPa。由于是柔性连接,因此接口可以允许折角,从而允许整条管线弯曲,亦可使管线承受不均匀的沉降,使管线的运行性大幅度提高。

