





在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件


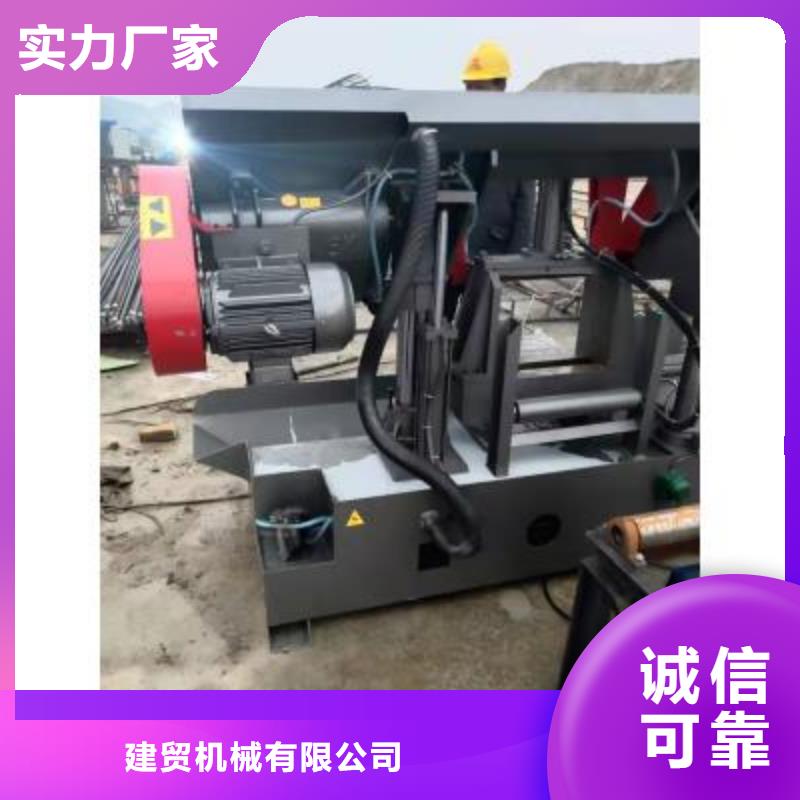
3、 锯架:为板焊件,用以安装联接主传动装置、锯带张紧机构及锯带导向机构。
4、 主传动:主传动采用蜗轮传动方式,它是由主电机、蜗轮箱及锯轮组成,主要用于传递扭矩,驱动带锯条回转,以实现切削运动,通过皮带轮上的皮带,可以变换实现三档切削速度,以适用不同材质工件的切削要求。
5、 锯带张紧机构:由从动轮、张紧座、丝杆和滑块组成,可通过扳手转动丝杆,以移动滑块带动锯轮来实现带锯条的张紧,使带锯条和锯轮轮缘之间形成一定的压力,产生足够的摩擦力来带动带锯条作旋转运动。
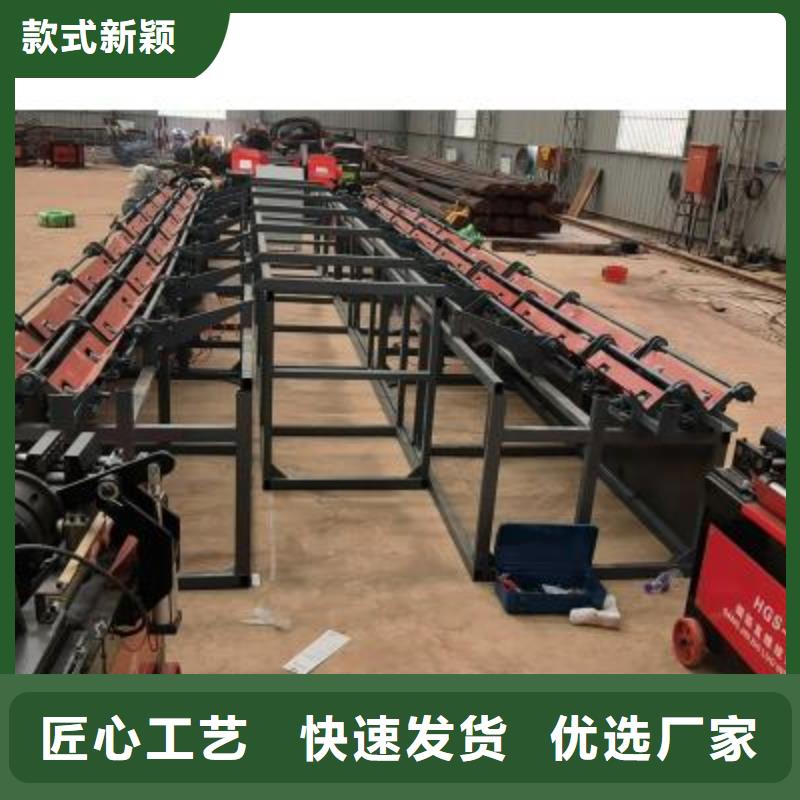
锯带导向机构:由导向座、导向杆、导向头、导向块、背部合金座及合金片组成,带锯条通过导向头,以达到带锯条保持其无扭
1、 曲的原始状态;背部合金座和合金片与带锯条的背部和侧面紧紧相贴,将带锯条摩擦降低到 限度;导向杆安装在导向座中,可上下滑移,以适应切削不同厚度的胚件时,达到上、下导向头保持短的距离,使柔性的带锯条即增强了刚性,又得到了恰当的柔度,以延长带锯条的使用寿命。



建贸机械 有限公司自成立以来,就以“诚实经营,高质服务”作为服务理念,一方面积j i开拓 重庆液压劈裂机市场,紧跟信息产业的发展潮流,不断增强 重庆液压劈裂机中心技术实力,同时还大力加强内部管理,提高员工的整体素质,树立良好形象。并结合客户实际情况科学有效的 重庆液压劈裂机方案!欢迎来电咨询!


锯条传动安装在蜗轮箱上的电动机通过皮带轮,三角胶带驱动蜗轮箱内的蜗杆和蜗轮,带动主动轮,再驱动绕在主动被动轮缘上的锯条进行切削回转运动。
锯条进给运动由升降油缸和调速阀组成的液压循环系统,控制锯梁下降速度从而控制锯条的进给(无级调速)运动。锯刷在锯条出屑的地方,并随着锯条走锯的方向,并由冷却泵供冷却液清洗,锯齿上的切屑。
冷却液在底座的右侧冷却切削液箱里,由水泵直接驱动供冷却液。按紧停(停止)按钮,顺时针方向,油泵电机工作,齿轮泵工作,油液经过滤网管路,调节溢流阀使系统工作压力达要求。反之按钮向内压,所有电机停止工作。工件按钳紧按钮,电磁阀工作

