
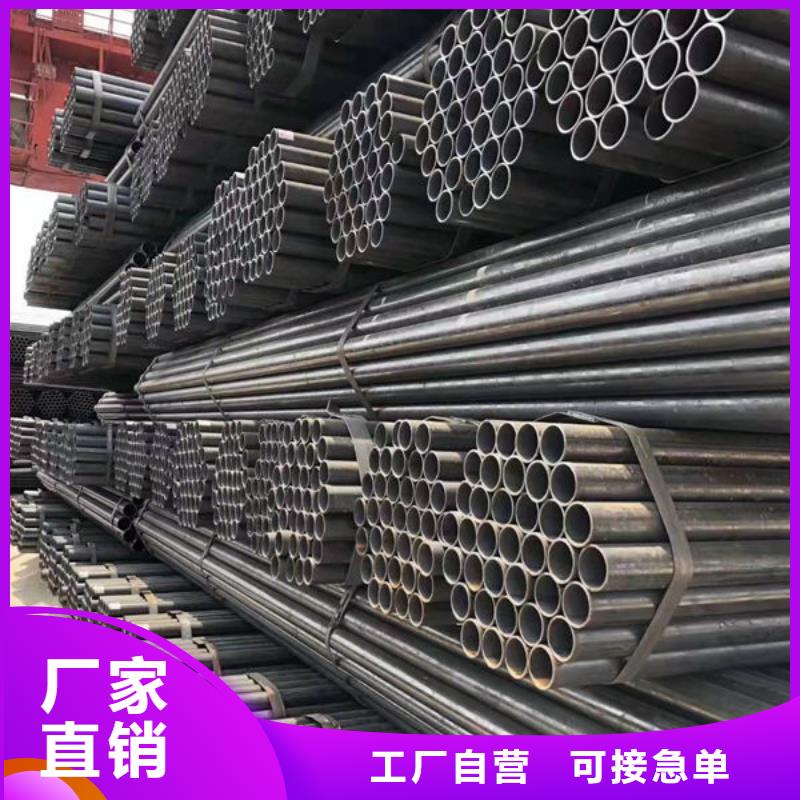





螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管钢材则大多采用螺旋焊。大口径螺旋钢管厂家,螺旋钢管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
线材要测试的部分来设计密封模具(定制测试夹具)。如果要测试的电线是整条电线,那么就可以将制作一个完整的线材密封模具将整个电线放入密封的模具中进行测试;如果线材只是要测试端口/接口处是不是完全防水,那么就是为线材制作一个卡槽类测试夹具,以便将不需要进行防水测试的一端(或将两端)放在密封测试钢材模具的外面。我们将在全封闭模具的密封过程中使用密封泡棉或者密封圈来处理。在生产线上的整个防水测试过程中,可以根据要求将模具制作成一个可以自动上下开合的压模工具(线材防水测试夹具),然后与戈埃尔线材防水测试及/线材气密性检测仪结合进行防水测试。当检查员使用电线防水测试机进行电线防水测试时,他只需要将测试线材放入定制的模具中,然后双手按启动按钮即可执行线材防水测试。
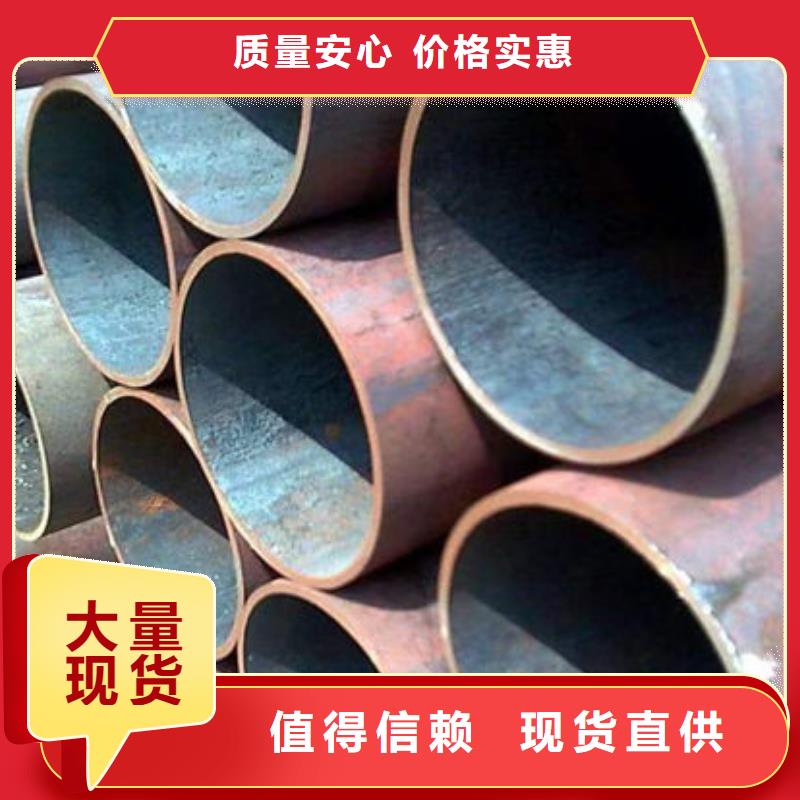
无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
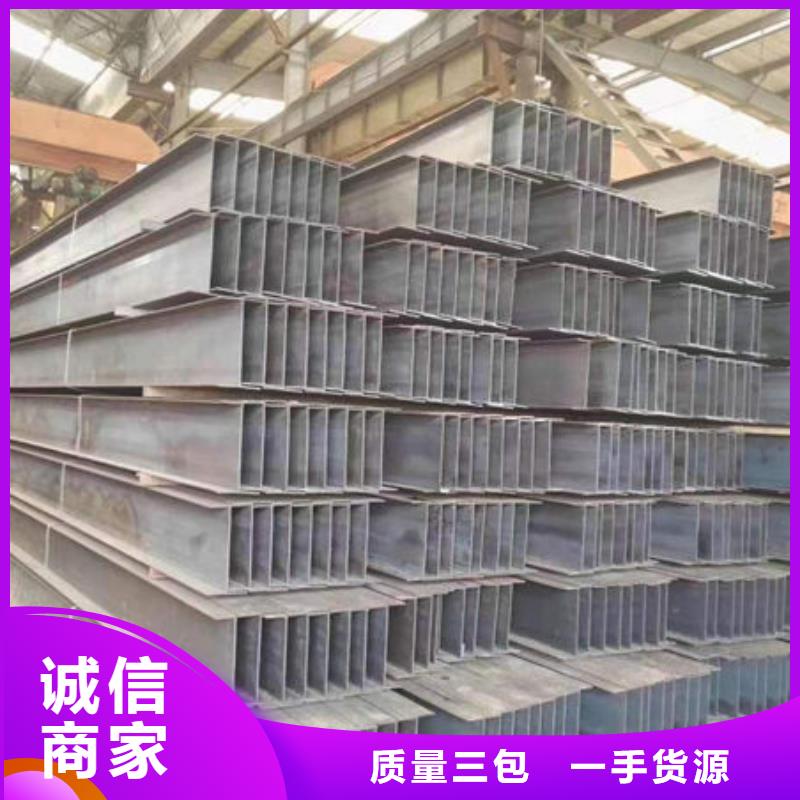
线材的用途很广,在国民经济各个部门中线材占有重要的地位。有的线材轧制以后可直接使用,主要作钢筋混凝土的配筋和焊接结构件用;有的则作为再加工原料,经过再加工后使用。例如,经过拉拔成为各种钢丝,再经捻制成为钢丝绳,或再经编织成钢丝网钢材;经过热锻或冷锻成铆钉;经过冷锻及滚压成螺栓,以及经过各种切削加工及热处理制成机器零件或工具;经过缠绕成型及热处理制成弹簧。作为建筑用的钢材必须保证化学成分及可焊性,具有一定的力学性能且均匀稳定以利于冷弯及承载。供拉丝用的线材要求保证化学成分、金相组织和力学性能均匀稳定。金相组织尽可能是索氏体,以减少冷拔过程中饭的退火次数。另外,规格尺寸应,一般直径在12毫米以下。表面应光洁,氧化铁皮应薄并易于酸洗掉,表面不得有耳子和折叠等缺陷。
