

航萧管件
池州弯管加工工艺先进
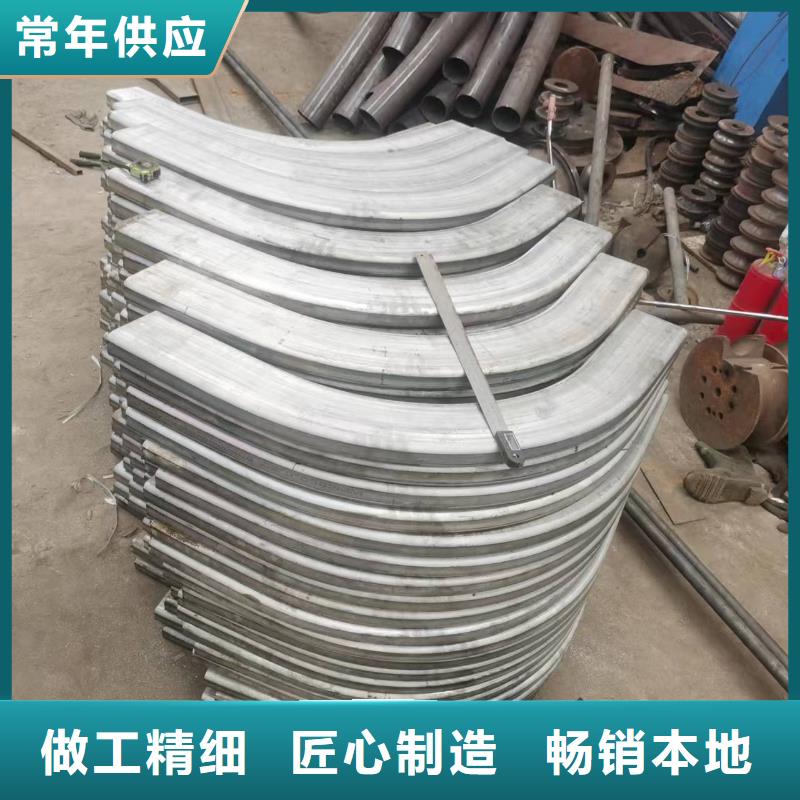
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。
怎样了解弯头加工中对弧度的实际要求
因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。
怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。
怎样了解弯头加工中对弧度的实际要求
因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。

 现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。
因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。
同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。
现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。
因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。
同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |