






塑料闸门系列卷扬启闭机系列塑料闸门系列钢制闸门系列栏污栅清污机拍门系列橡胶止水带金工具系列钻机土工布复合阀门作者:聚洋水利来源:本站发表时间:0--0浏览:次。有下列情况之时可在闸孔尺寸00~00mm,00~00mm本启闭机按点数分为单吊点和双吊点两种型号,按驱动方式分为手动,电动和手电两用种形式,般启门容量超过00kn(单机)时不再配置手动部门。
生产的ql型系列启闭机启门力为kn~0kn,超过0kn(单机)时可特殊设计。,型号说明:等同采用水利标准统标准型号标识(下同),本系列训闭机未作特殊设计时,不能作斜吊运行。,手电0kn以上的启闭机可增设选种限位装置,作极限运行保护。手动启闭机均设有限运盘,叙谈下降极限位置控制。,闸门吊耳部分应根据启闭机螺杆外形设定。特殊情况定货前应声明。a,螺杆总长,螺纹长度,吊点中心距(双吊点式)d。我是否需增设螺杆保护装置,若有,提供相关图纸或位置布置图,启闭机基础布置图仅供水工建设时参考,如有特殊要求,本,可以变更,地脚螺栓随机供应。

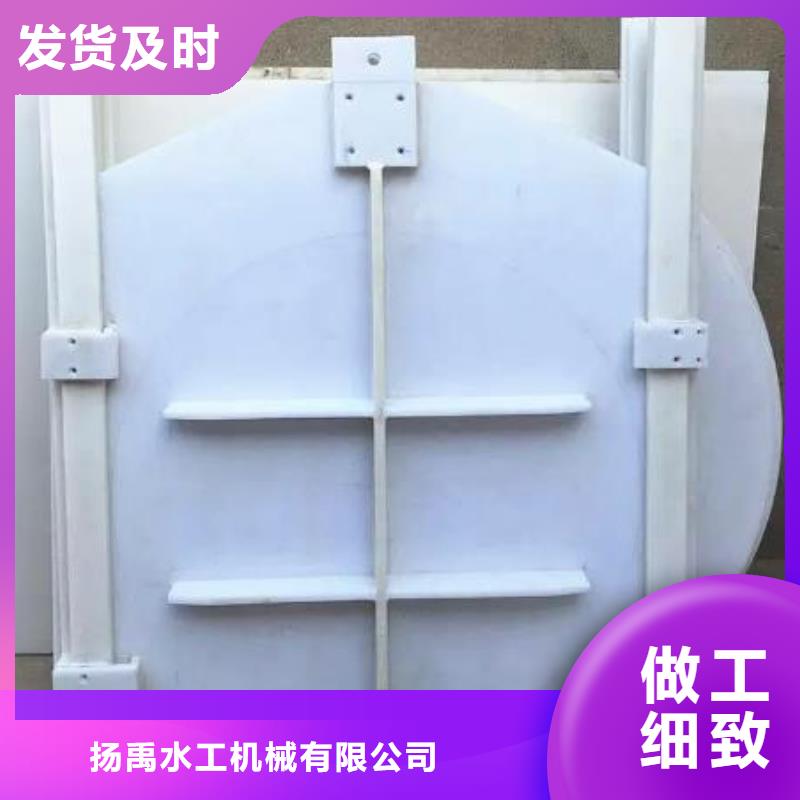
塑料闸门节吊入后与支臂下端连接,并调整面板半径合格。吊入第2节与*节对接,根据厂内预组装时的定位装置定位,并调整检查各项目合格。依次吊入所有门节,与支臂连接好后进行固定,各节之间点焊定位。
2.4、闸门焊接
门叶焊接前用样板检查面板弧度和弧面半径,以及门叶中心偏差等,检查结果合格后,经监理认可,方可进行拼装焊缝的焊接。门叶焊接按分节由下向上依次进行。每个节间焊缝焊接顺序为隔板、翼板、面板。首***行定位焊接,焊接长度为50mm以上,间距为300mm。完成后检查焊接质量,如有缺陷应后重新焊接。定位焊后进行正式焊接。焊接面板时安排6~8个焊工采用分段退步对称焊接。将正缝焊接60%~80%后,再进行背缝清根和焊接,然后将正缝焊接完成。每条焊缝均采用多层多道焊,焊缝的层间接头应错开,以保证接头焊接质量。 从事焊接的焊工和无损检测人员,必须是取得资质的合格焊工。焊条的保管、烘烤及使用按已规定的程序严格进行。

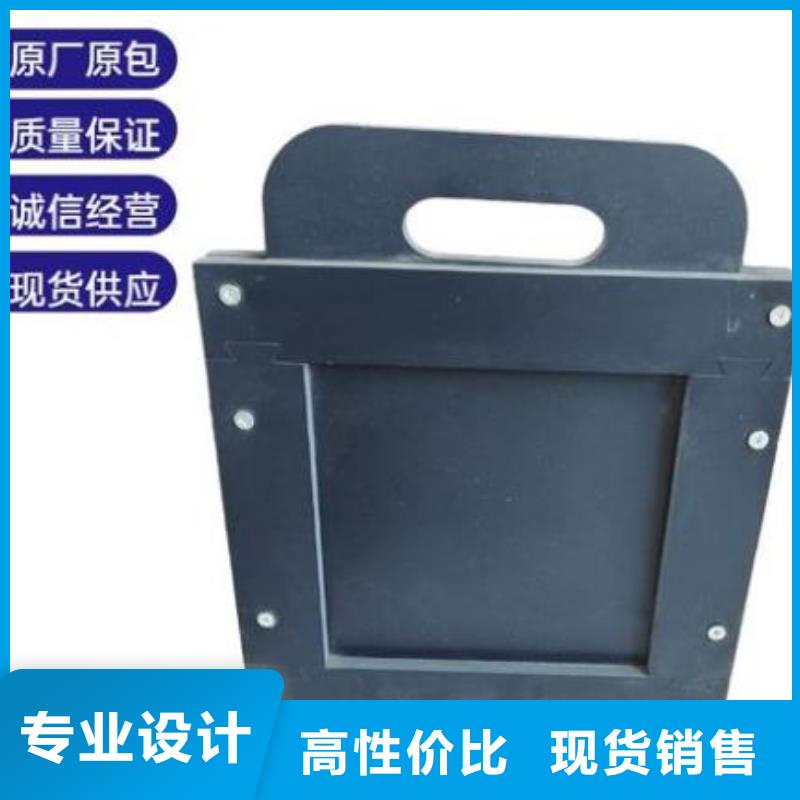
塑料闸门使用温度100~120℃。耐寒性好,可在-180℃下使[1]用。密度0.935g/cm3,分子量800万的产品,其断裂拉伸强度40MPa,断裂伸长率350%,弯曲弹性模量600MPa,悬臂梁缺口冲击冲不断。磨耗量(MPC法)20mm。
UPE板具有许多***的性能,然而如此***的工程塑料却很少有人知道它的存在,这主要是由于以前对***分子量聚乙烯的熔体特性研究不足,加工方法基本上还停留在落后的压制一烧结工艺上。近年来,随着***分子量聚乙烯加工技术的不断发展,其制品已在许多领域中获得了成功的应用。

塑料闸门要进行保养,把机内新机件磨擦产生的金属沫特别是螺杆,螺母,涡轮,涡杆,要轻洗干净,涂上润滑油,密封严实,继续使用。作人员必须掌握启闭机的结构,性能与作方法,并有定的机械知识,以确保机器的正常运转。作前,对启闭机进行检查,各部位润滑情况是否良好,螺栓有无松动。电动启闭时检查电源线路是否接通,开关是否良好。电动运转时,作人员不得离开现场,发现问题立即停机。确认无误后。
在使用时,需随时由注油孔注入润滑油,要经常保持足够的润滑油,螺杆要定期油垢,涂护新油,以防锈蚀。,塑料闸门位置应处于铅垂状态,不可斜置。,水流方向必须正面进入闸门,闸门不可承受反向压力(双向闸门除外),闸门底边与池底距离不得小于0mm,闸门连框与池壁的距离各为00mm以确保安装。,各系列闸门承受的水压不应超过额定标准。,安装启闭机与丝杆时应注意启闭机,螺杆与闸门必须 在同铅垂面内。
