
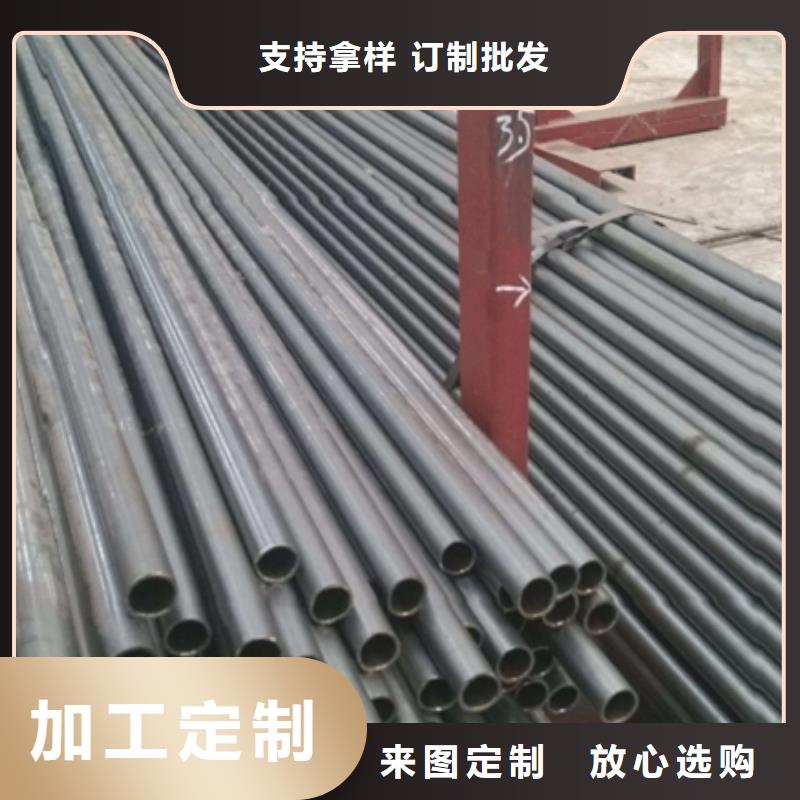



 精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
大金钢管制造有限公司
生产常德42CrMo精密钢管
精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
大金钢管制造有限公司
生产常德42CrMo精密钢管
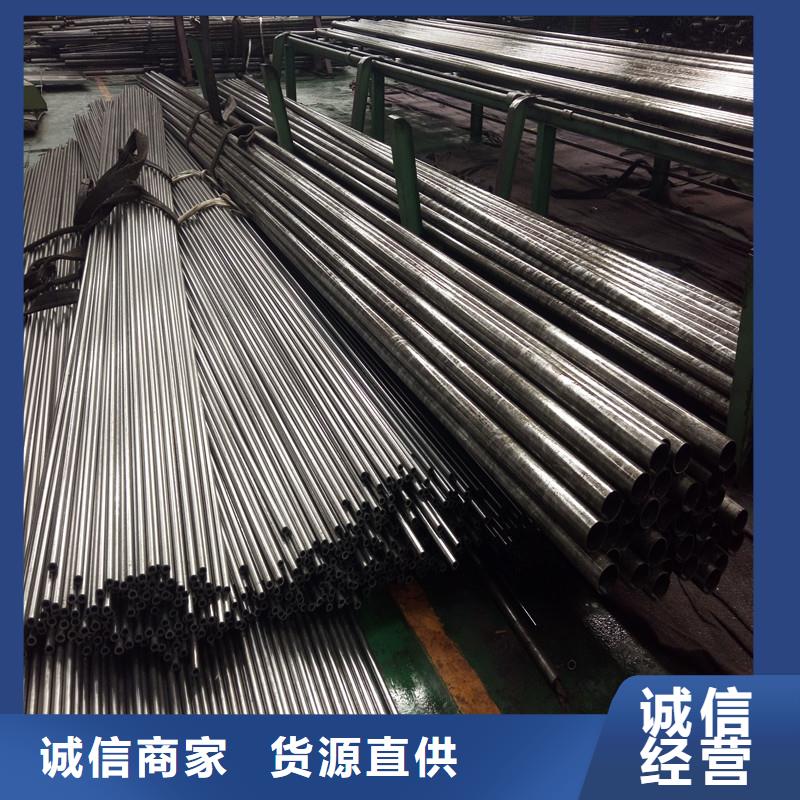
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
大金钢管制造有限公司
生产常德42CrMo精密钢管
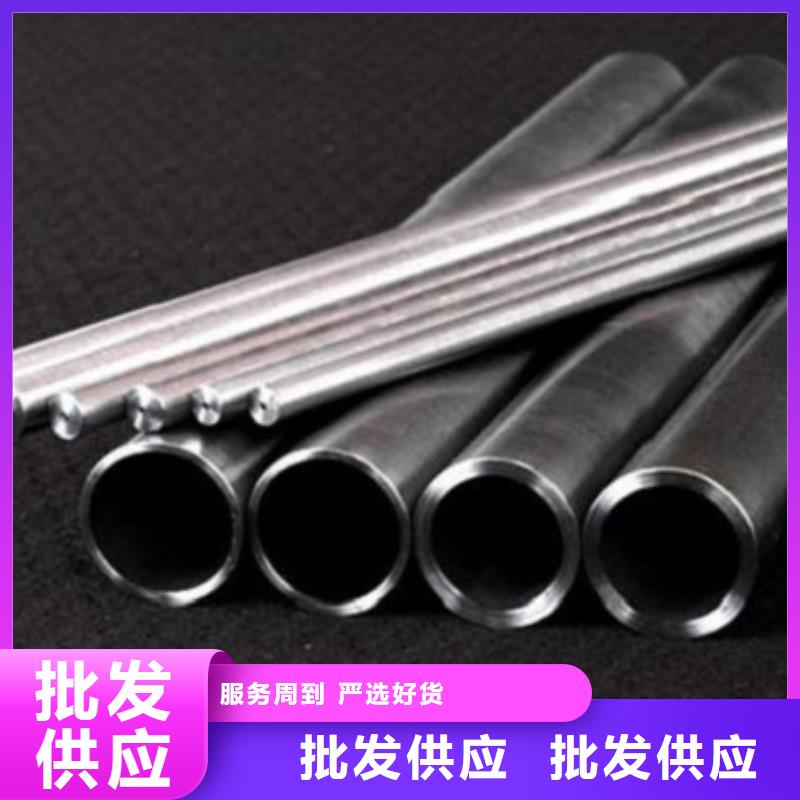
精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
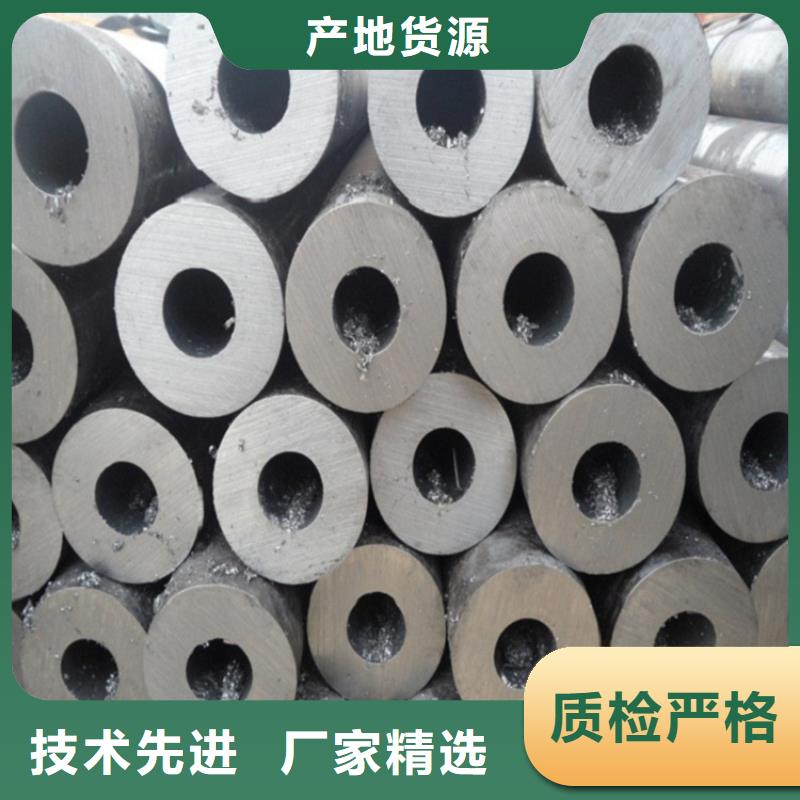
精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。
大金钢管制造有限公司
生产常德42CrMo精密钢管

