


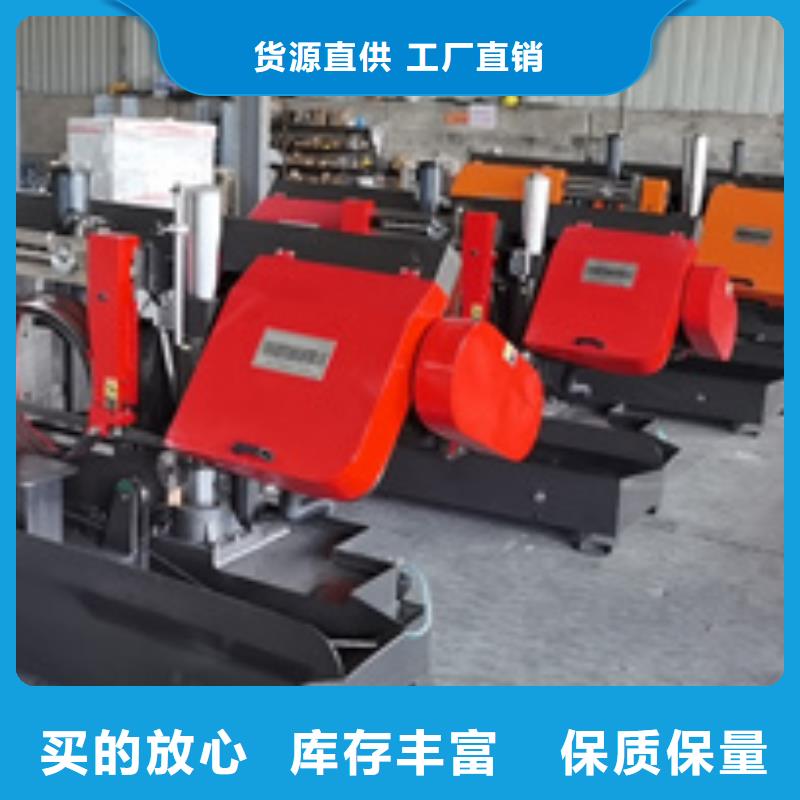

金属带锯床锯条检测分析
根据金属带锯床对带锯条详细检测分析,使用过程中的锯条出现切斜或者焊口撕裂可能与下面几点因素有关: 通过新、旧带所测的数据判断,虽然部分锯条存在分齿量对称度为内控下差,但结合以往内部试切以及退回新带试切结果分析,并及时清洗掉锯齿上的附加物正确地磨合新带锯条
带锯床是用于金属切削的机床设备,其是运用锯条的动转来完结对工件的循环切削,在完结操作中有的操作者会遇到带锯床锯条跳动的疑问,那么是啥要素构成的呢?带锯床带锯条跳动要素:、带锯条张紧度过松,通过恰当调张紧度,能够有用的削减带锯条的跳动;、锯条下行的笔直度欠好。


拆下冒油的那个单向阀,发现多装了一个直径mm的小钢球。去掉小钢球后,清洗油缸重新装好,开动弓锯锯切,一切正常。锯床是较简单的机床,用户不会要求自己的锯床具有加工中心的功能。计算机控制的锯床不只为用户了锯削的效率和质量,更重要的是计算机的网络功能,会使锯削与CIMS的其余环节联系更紧密,更方便。锯床安装和试机前的工作一锯床上的液压油应加足,和转动部位抹上一层机油。二带锯床装上锯带,调节涨紧装置转动锯架左侧手柄使锯带涨紧达到程度,同时调节好行程开关触头刚好碰到挡铁,处于开启状态。



数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法。在原普通带锯床上装配 光栅尺进行位置测量,原液压系统不变。控制系统软件功能设计,包括料仓、储料管理检索、锯件分类管理、锯条弯曲监控、材料压紧 、锯 条速度、锯削进给速度的自适应控制等。为了能同时满足不改变原液压系统的要求,系统增加了基于普通电磁阀的位置控制模块。以防触电事端的发作所用导线及丝



在经营过程中始终坚持:“诚信、务实、卓越、创新”的原则,我们视 吉林长春钢筋锯床质量为企业生命,严格控制施工质量,力争百年品牌企业,客户的满意就是我们一直追求的目标。



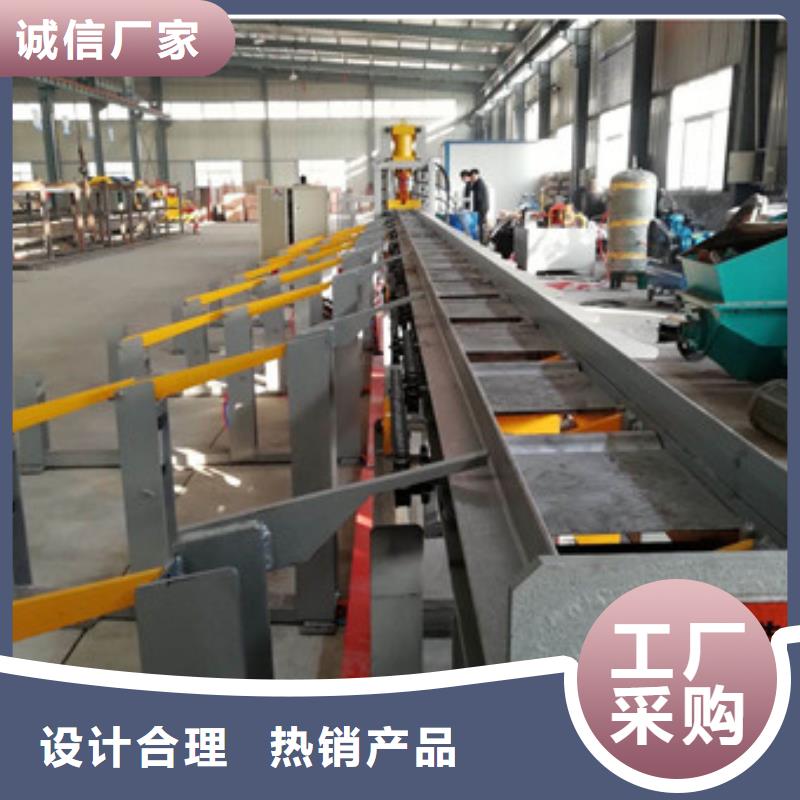
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
带锯床安装锯条说简单也简单说复杂也复杂。下面我们来说一些关于带锯条安装的事情。带锯条的安装,首先分清楚规格型号的匹配;其次要能够知道各项正常参数或者状态;还要能及时的发现问题。

