


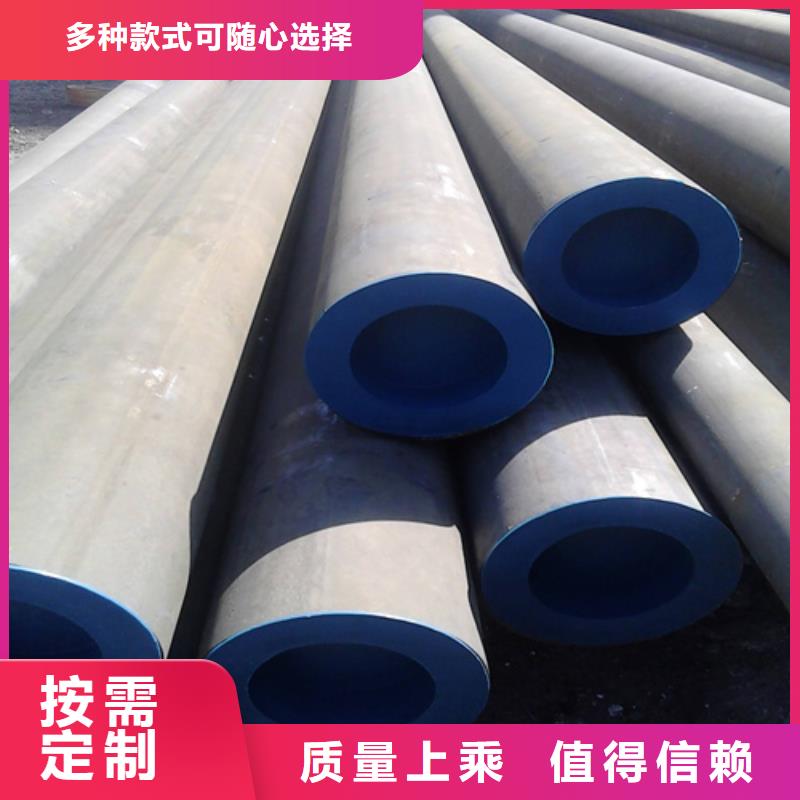
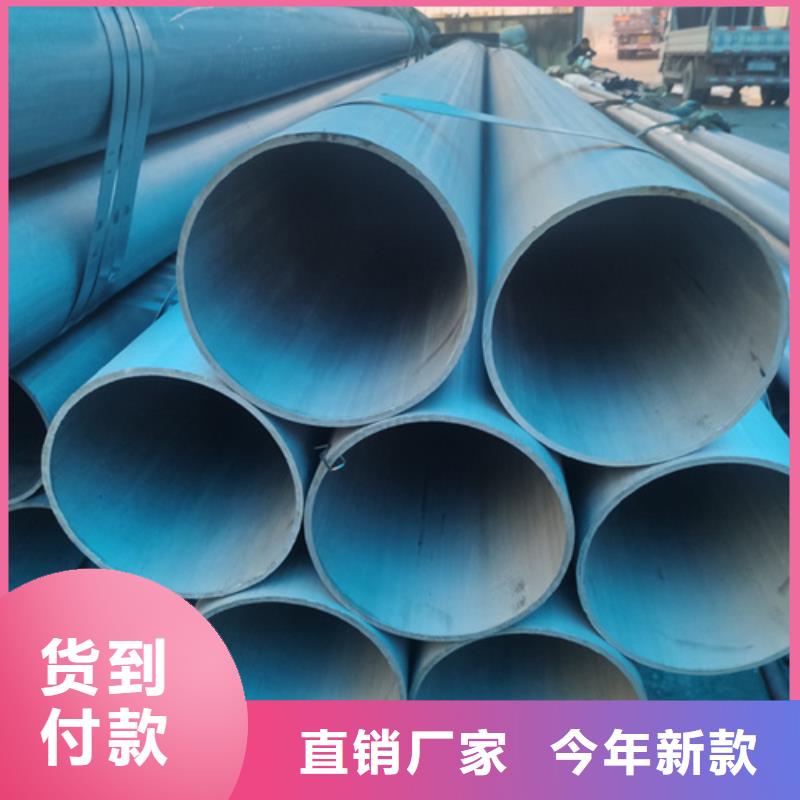
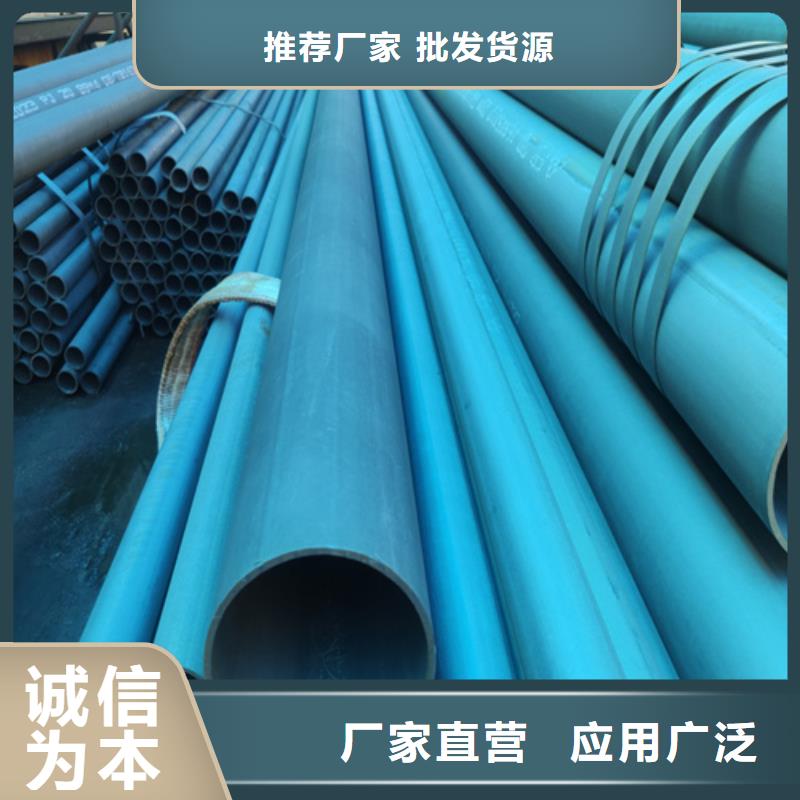






酸洗钝化无缝钢管脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间
酸洗钝化钢管后的废水处理工艺具体有中和法,硫酸铁法,大口径酸洗钝化钢管钝化的正确处理方式有机溶液萃取法,透析法,离子交换法等。在蒸汽喷射真空结晶方法中,废酸溶液通过具备着高雾化动力等级的喷嘴喷射到燃烧火焰上,磷化无缝钢管使得水蒸发,酸洗钝化无缝管效果的质量检验方法除此另外一般可以获得大约35%的硫酸和部分一水硫酸亚铁。其工作规则采取的主要措施以下:(1)酸洗池内外及地面均采用聚丙烯板内衬,接缝严密,杜越废水漏入地下水体。(2)在酸洗池旁设置废水收集沟,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管
特别是镀锌层经过铬酸钝化处理生成一层光亮而美丽的钝化膜后不仅显著提高了镀锌层的防护性能而且提高了镀锌零件的外观装饰性。因此镀锌层广泛地应用于机械工业,电子工业,仪表工业和轻工业等许多领域中。锌镀层在大气条件下对无缝钢管为阳极性镀层,经彩色钝化后,明显地提高了镀层的保护性能并改善了外观。主要用于防止无缝钢管的腐蚀,其镀层价格低廉,酸洗钢管酸洗磷化无缝管耐腐蚀性能优良,大口径酸洗钝化钢管钝化的正确处理方式酸洗钝化无缝钢管三个主要环节?应用量大面广。钝化是化学清洗中一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。锅炉,反应器等设备经,水冲洗,酸洗钝化钢管-酸洗磷化无缝管-酸洗钝化无缝钢管-酸洗钝化无缝钢管厂
酸洗钝化无缝钢管11月钢材现货大幅下跌之后,叠加12月环保限产阶段性收紧以及部分钢厂事故,钢材产量出现了连续4周下降,五大品种产量从1034万吨下降至958万吨。供应端的边际收紧,也驱动了价格的反弹。进入1月后,阶段性限产结束,钢材利润反弹后,钢材产量也随之回升。12月27日,螺纹钢产量332.93万吨,环比上升2.99万吨;线材产量137.万吨,环比下降3.94万吨;热轧卷板产量309.71万吨,环比上升6.19万吨;冷轧卷板产量77.62万吨,环比上升0.34万吨;中板产量112.66万吨,环比上升2.98万吨。合计产量970.32万吨,已是连续2周增加,较去年同期的917.33万吨,增长5.7%,高产量的矛盾在价格反弹后再度出现。
