

更新时间:2024-12-28 22:28:20 浏览次数:6 公司名称:聊城 鹏鑫钢铁有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000吨 |
| 运费说明 | 电议 |
| 最小起订 | 0 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | L245、L290、L360等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑色 |
| 适用领域 | 用于石油、天然气工业中的气、水、油输送等 |
| 是否进口 | 否 |
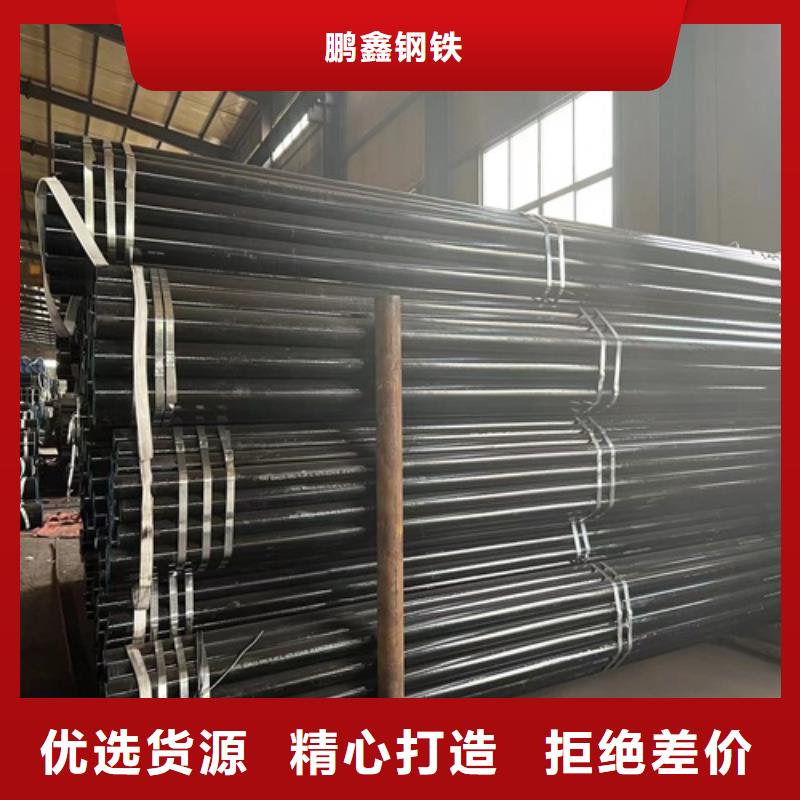

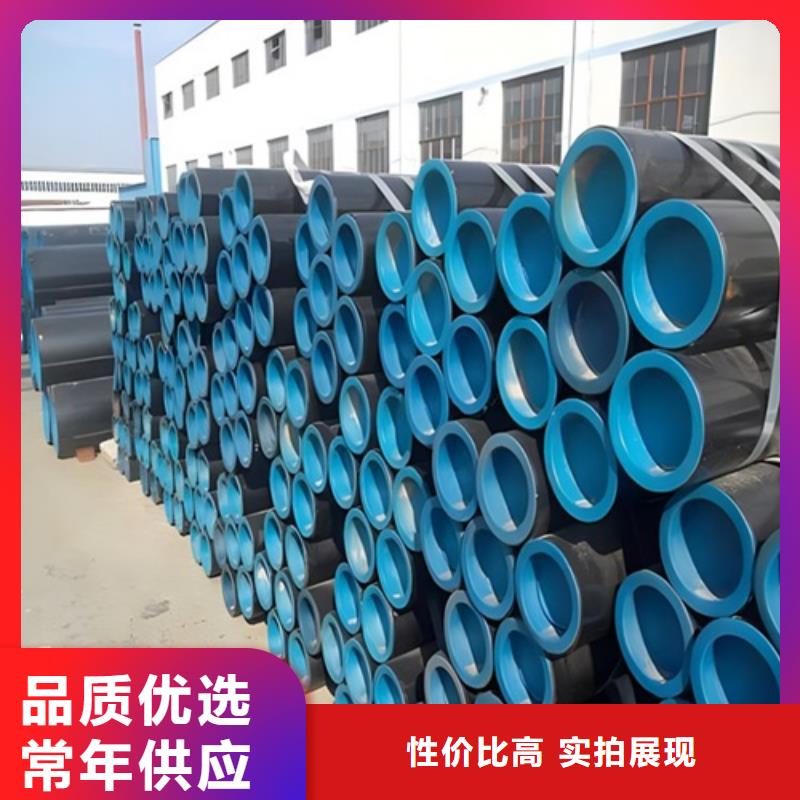
鹏鑫钢铁 毕节L245N管线管定制
产品 材质 产地 规格 管线管 API 聊城 114*9 管线管 API 聊城 114*10 管线管 API 聊城 114*11 管线管 API 聊城 114*12.5 管线管 API 聊城 114*13 管线管 API 聊城 114*14 管线管 API 聊城 114*15 管线管 API 聊城 114*16 管线管 API 聊城 121*4 管线管 API 聊城 121*4.5 管线管 API 聊城 121*5 管线管 API 聊城 121*5.5 管线管 API 聊城 121*6 管线管 API 聊城 121*7 管线管 API 聊城 121*8 管线管 API 聊城 121*8.8 管线管 API 聊城 121*10 管线管 API 聊城 121*11 管线管 API 聊城 121*12.5

 毕节L245N管线管定制
毕节L245N管线管定制
管线管激光焊接加工工艺 管线管的焊接前准备充分与一般的低碳钢是相同的,务必注意的是要认真处理好焊缝规格型号和附近的热镀锌层。便于熔透,焊缝规格型号要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;便于减少锌对焊接的渗透到,在焊之前,可将焊缝内的热镀锌层以后再焊。 在实际工程监理工作方面,采用了集中打焊缝,没留钝边制作工艺进行集中控制系统,两层激光焊接加工加工工艺,减少了未熔透的几率。 焊条应根据镀锌钢管的基本原材料选用,一般低碳钢由于充分考虑易可执行性,选用J422较为普遍。 焊接技巧:在焊两层焊的一层焊接时,尽量使锌层融化并使之汽化、蒸发而逸出焊接,可大大减少液态锌留在焊接中。 在焊角焊缝时,一样在一层尽量使锌层融化并使之汽化、蒸发而逸出焊接,其方法是先将焊条顶部向前约5~7mm左右,当使锌层融化后再回到原来位置再度向前电焊焊接。 再横焊和仰焊时,如选用短渣焊条如J427,错口趋于会并不大;倘若采用上下左右往返运条专业性,更可以得到无缺陷的电焊焊接质量。


 毕节L245N管线管定制
毕节L245N管线管定制