
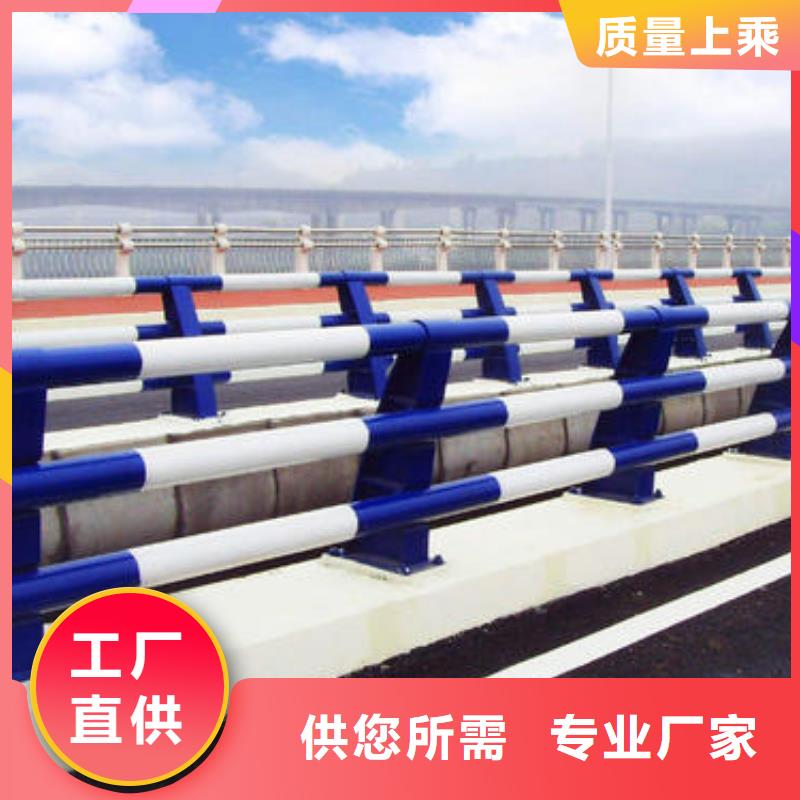










【热镀锌立柱】基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.



不锈钢防撞护栏焊接全过程倘若因液态降低和团队的凝聚力降低构成的容量降低等同于因外壳标准缩小所构成的容量减缩,则团队的凝聚力的外壳仍和内部样子记忆合金紧密联系碰触,不易导致铸造缺陷。但是,由于铝合金型材的液态降低和团队的凝聚力降低超出外壳的固态降低,因此液体将与外壳的墙壁解决。
先后进行出来,合金管外壳不断加厚,液位仪将不断减少,待金属复合材料尽数团队的凝聚力后,在铸铁件上方就构成了一个倒锥形的铸造缺陷。所有铸铁件的容量因温度减少至常温状态而不断缩小,使铸造缺陷的容量有一定的降低,但其值变化并不算太大。倘若铸铁件顶部设置冒口,铸造缺陷将挪到冒口中。
以上对铝合金型材降低规范的分析,仅牵涉到合金管成分、温度等本身因素对降低的伤害,没有充分考虑降低全过程中遇到的各式各样阻拦,这类降低称作静溢降低。实际上,合金管铸铁件在铸型中降低时,要遭到各式各样阻拦而使降低不能静溢进行,此刻导致的降低称作受阻降低。受阻降低率总小于静溢降低率,摩阻高些时将呈现裂缝。
不锈钢防撞护栏焊接全过程:先焊复合性层,后焊 层,流程:封焊层--搭配焊--对接层--添充层--盖块料面层。管路对焊组校时,其内壁应齐平,内壁错边量不宜超出壁薄厚厚的10%,且应≤2mm.电弧焊接焊接时,应尽量选用两层焊,各焊层焊接的联接头应尽量分离,焊接不宜太宽太厚。点固焊时管内务必充氩,以保证点固焊焊接质量。



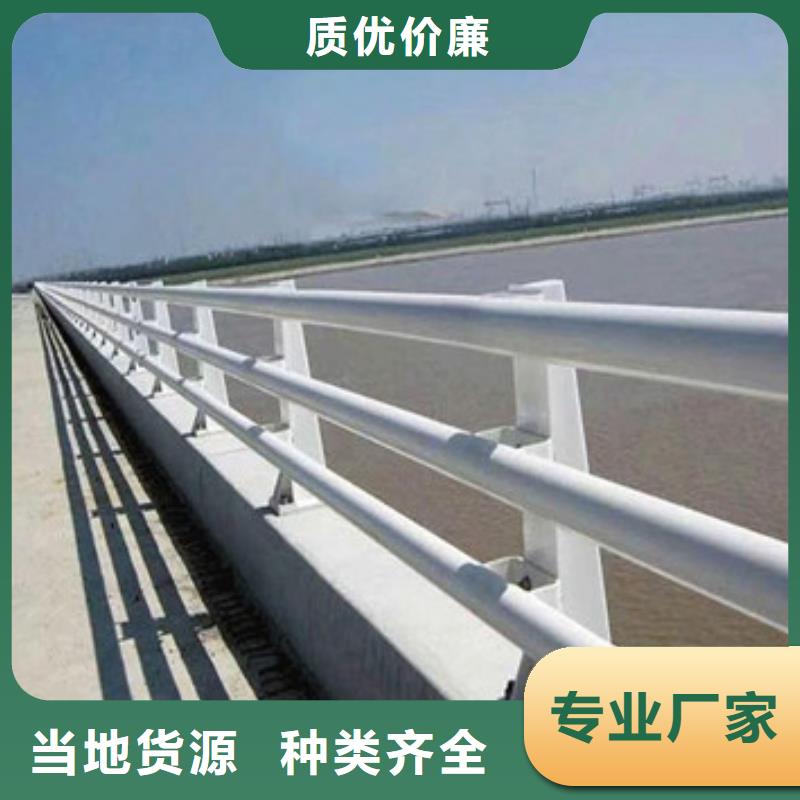
公路桥梁防撞护栏施工技术要点
随着我国公路建设的飞速发展以及标准化施工的推进,对于高速公路桥梁工程防撞护栏的外观线型要求越来越高,高速公路一直遵循着高标准、高要求的建设初衷,努力实现“创建品质工程”的建设目标,不断的推行先进示范工程,积极引领参建单位“比、学、赶、超”争创精品,各种先进的工艺工法正不断的涌现,一次次刷新正习高速建设记录。依据相关标准化文件并结合现场施工情况,我们总结了以下几方面桥梁防撞护栏的施工技术要点,以供大家相互学习,相互提高。
1、防撞护栏施工前对全桥进行测量放线,确定标高和线形,曲线段2m测设一点,直线段5m测设一点。根据护栏设计宽度量测确定外边线相应控制点,用墨线将内外放样控制点连接起来,作为模板的内外安装边线,确保全桥防撞护栏线形顺畅。
2、根据测量点对桥面铺装层进行调整,保证桥面铺装厚度不小于设计值,对厚度小于设计值的地段按竖曲线进行调整。
3、护栏钢筋安装定位采用模板式定位架(本项目创新),在测量点上放置模板式定位架以定位护栏钢筋顶面和平面位置并确保钢筋保护层参数。这一工艺相比传统无定位架的工艺方法, 限度上了以往测量点护栏定位钢筋定位速度慢、垂直度和高程控制精准度差、出现移动以及偏差不易发现、保护层控制较差等弊端,具有定位速度快、定位准确、灵活机动可随时对已安装护栏钢筋进行校验、与模板贴合度高、保护层合格率高等特点,非常便捷实用。
护栏钢筋安装采用模板式定位架
4、防撞护栏模板制作采用1.5~2m为1节,现场拼装4~6m为1节,减少拼缝,模板顶部内外模均设置圆角。
5、筑护栏混凝土前必须做首件,对混凝土性能指标、振捣工艺、成品尺寸、外观线型等进行总结,确保后续施工一次成型,满足设计要求和检验标准。
模板安装
6、防撞护栏采用先桥面标高带施工、后防撞护栏施工的工序,标高带宽度根据三辊轴长度确定。、
7、防撞护栏混凝土浇筑完后为防止表面开裂,必须切假缝,假缝4~6m设置一道,深度8~10mm;伸缩缝处真缝按施工图设计宽度设置;非伸缩缝处真缝按梁板长度设置,缝宽不大于4mm。
防撞护栏首件
桥面标高带→防撞护栏→整体桥面的施工工序
防撞护栏假缝设置
护栏养护
8、防撞护栏养护采用覆盖土工布洒水养生,同时采用U型钢筋卡对土工布进行固定。
通过上述工艺,施工过程中可以有效解决桥梁防撞护栏施工定位不准,线性不顺等质量通病,有效防撞护栏外观质量,使桥梁线性更加美观。
