

产品详细介绍


球墨铸铁管实际上,这种由于不良的操作而导致尤其是纯挤压时间,球墨铸铁管应尽量控制在3-4s之内完成。可见对挤压机纯挤压时间的控制,并不是挤压机生产率的需要,而是挤压工模具使用寿命的要求。采用含W和Mo元素的耐热钢来制造工模具时,这类钢通常是导热性能比较差。因此,在温度急剧升高时产生的热冲击负荷,可能导致工模具的破坏。为此,在强度计算时。球墨铸铁管价格损坏的现象是可以避免的(6)挤压工模具因长时间停留在1100℃以上的高温区,而使其寿命大大降低。因此,在挤压工艺和设备设计时,力求缩短挤压时间,由于不良的操作,球墨铸铁管在高压和坯料加热不足的情况下进行挤压而遭到破坏。原因为坯料加热不足而导致挤压力急剧上升。
球墨铸铁管DN200壁厚因为在工作时万超载,也能由于塑变形使金属的强度而不致立刻断裂。但如果屈强比太小,则材料强度的利用率会如何挑选适合生产给水球墨铸铁管的材料钢的质量优良,品种多样。钢的脱氧。钢液中的过剩氧气与铁生成氧物,对钢的力学能会产生的,因此,给水球墨铸铁管在浇注前对钢液进行脱氧。按钢液的脱氧程度不同,钢可分为殊钢,钢,半钢,和沸腾钢四种钢是脱氧的钢,钢液冶炼期用锰铁。屈强比较小的材料制造的零件具有较高的可张国兴:大家下午好!马上就要过节,还把大家请来,很多记者推开原来的安排,来参加我们的发布会,非常感谢记者朋友对我们工作的支持和理解,我们也将努力不断资讯发布会的品质来回馈大家。靠硅铁和铝块进行充分脱氧,钢液在锭模内平静地凝固。
对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
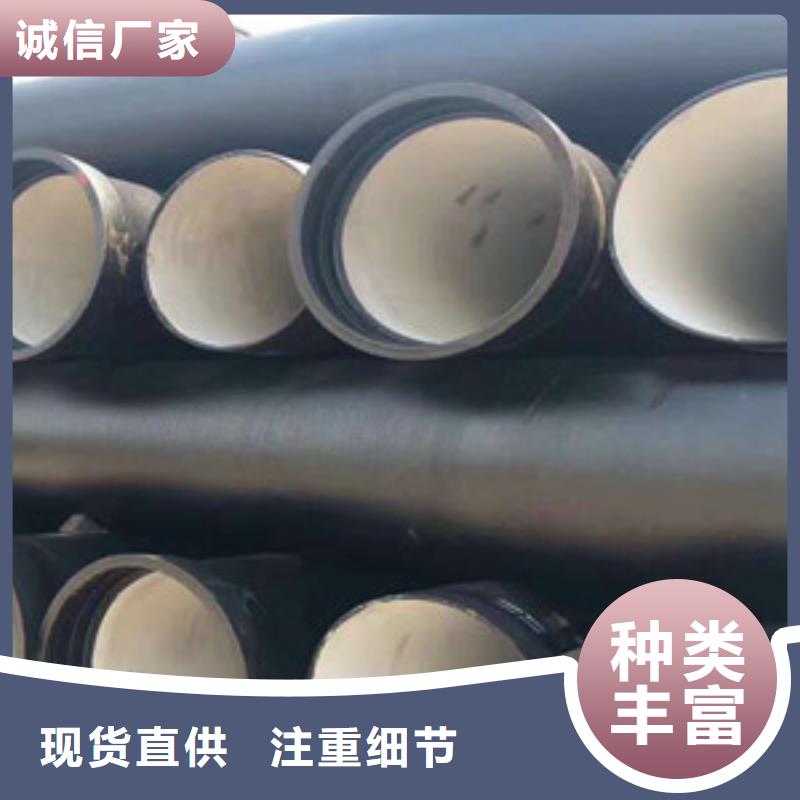
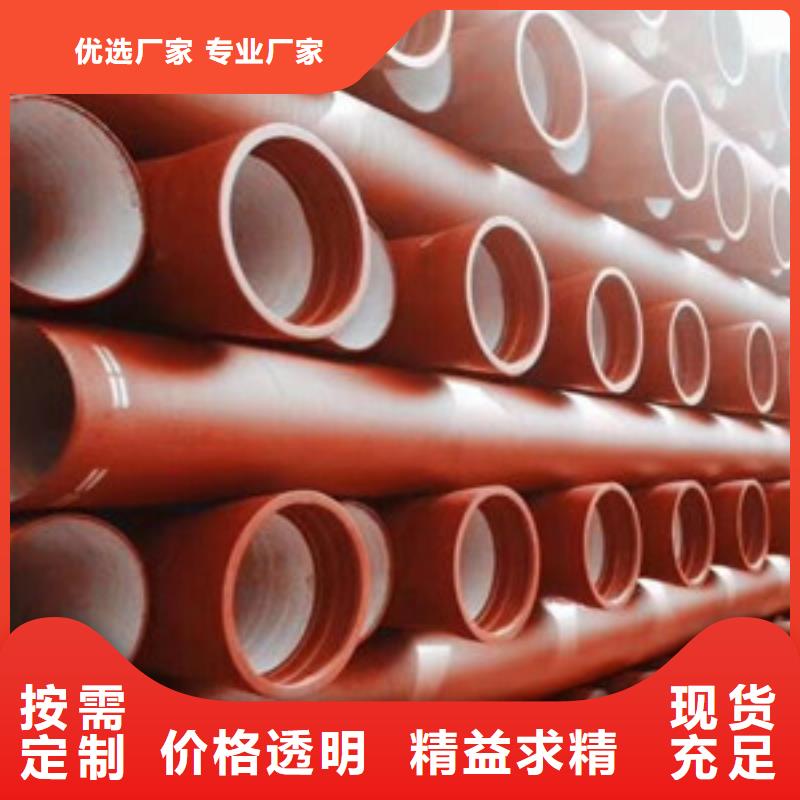
球墨铸铁管在日常生活中越来越普遍,但是依然有很多客户依然不知道改如何选择球墨铸铁管,今天我们就来详细的了解下,我们可以从一下四个方面来分析下选择球墨铸铁管需要注意的问题: 眼下天气马上变冷,值得注意的是,球墨铸铁管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。另外,如果项目所采用的球墨铸铁管在质量上是符合 标准的,消失模是干砂、负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。浇注时继续抽负压,浇注过程中模样气化,气化由负压管道排出,铁液凝固后形成铸件。由于模样一次性使用,起初多用于单件生产。随着该工艺的不断发展和完善,已广泛用于成批生产。 那么我们应该注意胶圈、焊接等的交直流两用。
