

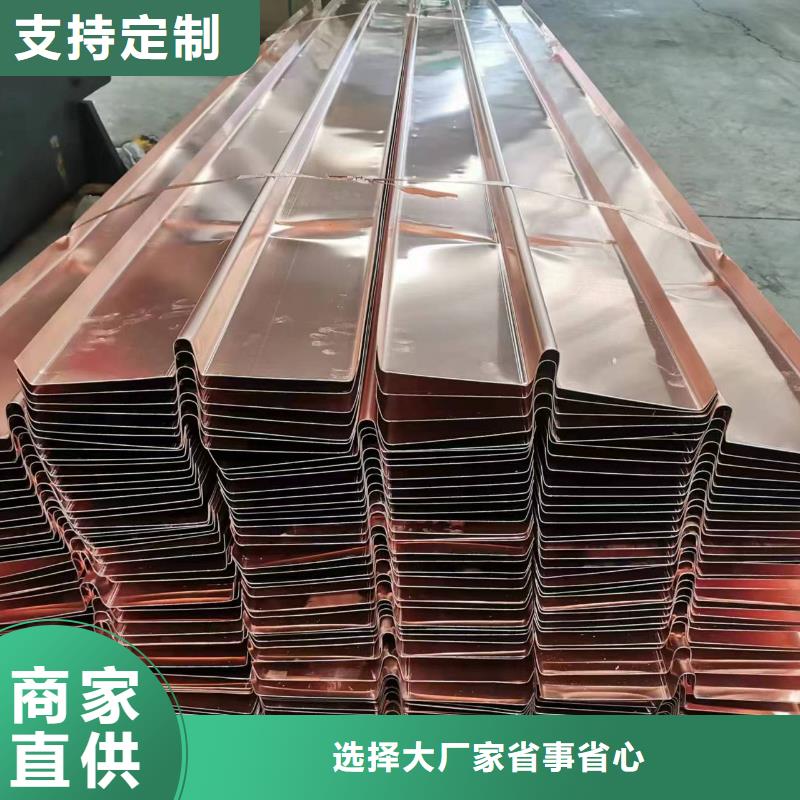









止水铜片的接头,可以根据施工的需要加工成不同的形状。北京止水铜片总体来说,常用的形状有以下几种:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等异型。而铜止水接头的成型方法,目前也只有两种,焊接或者一次性冲压成型。
1、 焊接成型
先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差,在一定程度上,也会影响止水铜片的抗拉强度。
2、 一次性冲压成型
一次性冲压成型主要是采用冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的铜止水成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。
因此,如果条件允许,一次性冲压成型的铜止水接头更能满足施工的要求。
在铜片止水(其他金属止水材料,北京止水铜片如钢板止水带、不锈钢止水带等)的加工成型过程中,加工硬化和加工残余应力是使铜片止水破坏的重要原因,特别是形状结构较复杂的部件,如铜止水接头的T型接头、十字型接头,更容易使铜片破坏。制定加工工艺时,可采取分级模压、加温的方法减小加工硬化和加工残余应力的影响, 必要时可退火残余应力。但接头连接的方法不采用黏结剂接头,因为其黏结强度低,耐老化性能差,随时间容易变硬、变脆。采用硫化、焊接方法时,止水带的接头质量与硫化、焊接工具、模具、焊接工艺等因素有关。
目前工程中一般采用T2M态(软态)铜材轧制为铜止水片。与硬态铜相比,软态铜具有较大的延伸率,适应接缝变形能力好。同时,在长兴加工时不宜发生破坏。DL/T5115中曾规定铜片的伸长率不小于20%,而GB/T2059规定铜片的延伸率不小于30%。在实际的应用过程中,尽量使止水铜片的延伸率满足30%的要求。
在铜止水片上复合密封止水材料可以提高抗绕渗能力。根据实验结果,当无接缝位移时,在混凝土中埋入深度为20cm的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该铜片上复合宽度为10cm、厚度为3mm的GB塑性止水材料,当铜片止水与混凝土之间发生1.0cm的相对错动时,在2.5MPa在水压力作用下仍然没有发生绕渗。GB复合型止水铜带可以减少绕渗
在止水铜板的安装固定过程中,北京止水铜片采用什么方法能取到事半功倍的作用?在止水铜板刚开始安装采用的钢筋挂钩,加工钢筋挂钩比较费力,在安装时不好用,同时止水加固也不是很牢固,因此采取托架形势和”T”型小钢筋弯头,成功解决了难题。在安装止水铜板之前,把托架安装好,托架分成两部分,一部分在先浇的快内,另 一部分在后浇快内。
这样的托架形势解决了钢筋过缝的问题,用小钢筋弯头把止水加固牢靠而不发生移动,在止水铜片接头焊接时可采用夹具代替,同时夹具分成两部分,一部分是凹 模,用于止水铜片突出一面,另一部分是凸模,用于止水铜片凹进去的一面,夹具长款比止水宽,夹具通过螺栓连接,在接头的部位,用夹具把两块止水夹紧,流出 焊接位置。
提醒广大的止水铜片订购客户,由于年底订单量大幅增加,而止水铜片的加工流程以及质量要求同样需要严格控制、把关 ,因此我厂工作人员已经实行轮班制,加班加点赶工。即使实行24小时工作制,但是不同产品规格、型号仍不可同时加工,因此,为了避免延误工期,影响施工进程,建议重庆融能公司广大的止水铜片订购客户,提前安排好订货时间,感谢所有新老客户的支持!
止水铜片公司生产的铜止水均执行 标准,北京止水铜片目前按照 规定执行GB/T 2059-2017,其对表面质量规定,表面应光滑、清洁,不允许有分层、裂纹、起皮、起刺、气泡、压折、夹杂和绿锈,但允许有轻微的、局部的、不使带材厚度超出其允许偏差的划伤、斑点、凹坑、压入物、辊印、氧化色、油迹和水迹等缺陷。
除此之外,需对产品进行化学成分分析、外形尺寸检测、拉伸性能试验、硬度试验、弯曲试验,以及电性能试验、晶粒度检测。而对于检验结果的判定,化学成分不合格,则判定该批材料不合格。外形尺寸偏差和表面质量不合格,只证明该样品不合格,因此,进行此检测的时候,需逐一进行检测。当力学性能、弯曲试验、电性能和晶粒度的试验结果中有试样不合格时,应领取双倍数量的试样进行重复试验,重复试验结果全部合格时,可判整批产品合格。
铜止水的固定问题直接影响到后期的混凝土浇筑,同时还会对止水的效果起到相应程度的影响。一般铜止水固定不牢固,在浇筑过程中发生位移,那么伸缩缝内部便容易蓄水,引起渗透,从而发挥不了紫铜止水的防水作用。
为了简单快速的实现铜止水的固定,在对铜止水大样图进行设计的时候,可以使铜鼻子的深度稍微深一定,宽度根据伸缩缝的宽度确定,小于伸缩缝宽度2~4mm即可。那么在安装过程中,便可直接设置在伸缩缝内部,将铜止水固定住。