
联系我们

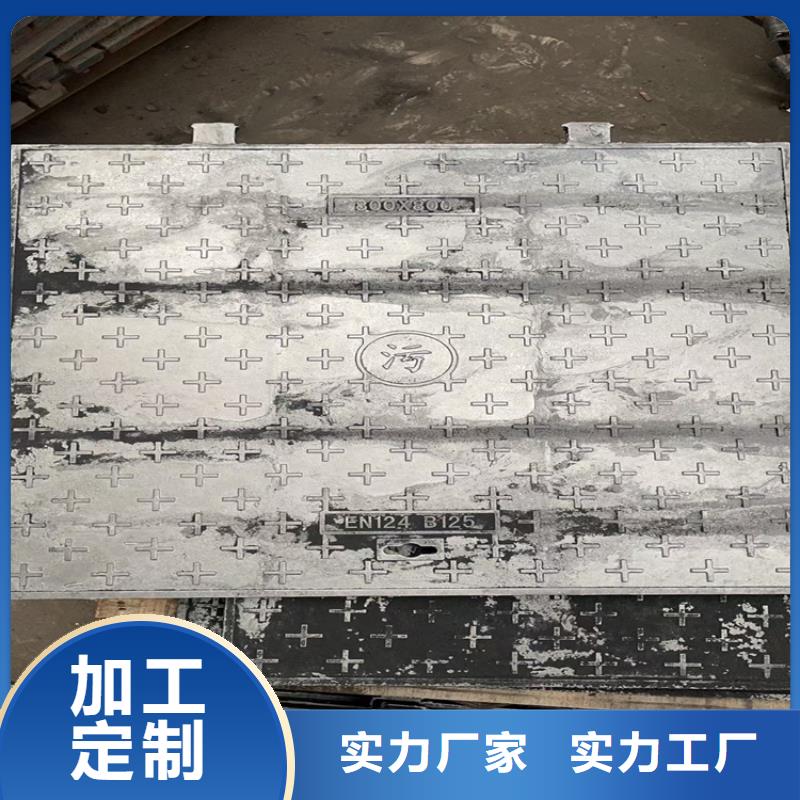
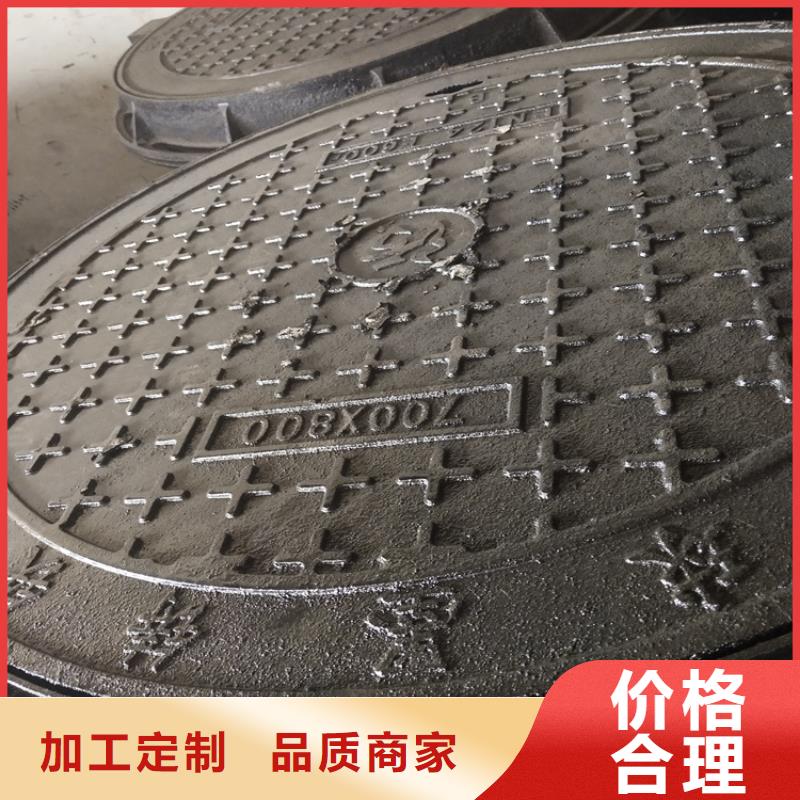
重型球墨铸铁井盖
更新时间:2024-12-30 02:44:47 浏览次数:4 公司名称:聊城 凌洲管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 230/个 |
| 发货期限 | 3 |
| 供货总量 | 3333 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 凌洲 |
| 产品规格 | 700 |
| 产品产地 | 山东 |
| 加工定制 | 定制 |
| 产品型号 | 800 |
| 产品重量 | 20 |
| 产品颜色 | 黑色 |
| 质保时间 | 1 |
| 适用领域 | 车库绿化 |
| 是否进口 | 否 |




宝鸡球墨铸铁井盖只要被运用,就有可能因为各种不正确操作而受损,轻型井盖也不破例。受损之后的球墨铸铁井盖会影响其运用作用,所以要抓紧时间对受损部位进行复原修整。首先是根据轻型井盖破损水平来进行修复,假如仅仅外形改变,能够运用液压或机械起重的方法恢复原状。但假如是轻型井盖两端受损的话,就要用砂轮切开机进行切割,一般来说,切割机装备金钢砂制造的砂轮,更适合用于切开带水泥内衬的盖子。切管时应将盖子放在水平地上或方木上,切完之后不要忘了将其磨光。有时还需对轻型井盖外表层进行修理,表面清洁能够用钢丝和毛刷,也能够用气燃方法干燥,用钢丝刷整理洁净后,涂上油漆。有外涂层的修补,势必也有内衬修补。修补其内衬的时候,把需求修补的部分转到底部,把损杯的部分剔去。然后用金属刷除掉剩下的水泥块,湿润其他部分的水泥层边缘,然后等候几分钟,再填充水泥砂浆,并把它压至原有水泥涂层厚度,随后把表面涂平滑并且加上一些水或覆盖一层湿布,扫除内衬的缺点。
<宝鸡>凌洲管业有限公司 宝鸡重型球墨铸铁井盖

宝鸡球墨铸铁井盖类似于实心顶部齐平式井盖,但有一个子类别用于沟渠格栅。与铸铁材料相比,球墨铸铁盖更坚固。由于球墨铸铁件具有独特的强度和更大的承载能力,适用于重载和高速行驶。球墨铸铁井盖能够承受较大的冲击,在大载荷物体通过时不变形。那么球墨铸铁井盖的承重标准是多少呢?是否有等级决定?下面新生水暖小编将给大家介绍球墨铸铁井盖的承重标准等级。一、球墨铸铁井盖的承重标准:重型球墨铸铁井盖的承载力在系数为9的时候,承重力为400KN;大于40吨,400KN直径700重型球墨铸铁双层井盖支座重量112Kg,直径700轻型球墨铸铁双层井盖支座重量89Kg。A15盖子能够承受15kN的测试载荷(1.5吨)。B125盖子能够承受125kN的测试载荷(12.5吨)。C250盖子能够承受250kN的测试载荷(25吨)。D400盖子能够承受400kN的测试载荷(40吨)。E600盖子能够承受600kN的测试载荷(60吨)。F900盖子能够承受900kN的测试载荷(90吨)。重型井盖承压360KN,轻型井盖210KN。一般为内径700井盖,50吨车辆按四轴算也要B125级别井盖重量要达到60公斤。而重型球墨铸铁双层井座井盖承重大于360kN或超汽-20级主车。这是因为球墨铸铁井盖的一个优点,就是由于球墨铸铁强度高、韧性好,使得球墨铸井盖要比同类型的灰口铸铁井盖轻30%左右。那么根据承重标准该怎么划分等级呢?


宝鸡球墨铸铁井盖、井圈) a. 1.5吨双频电炉熔炼:出炉温度在1400--1500℃ b. 每包铁水重量:1500kg/包 c.稀土镁合金加入量1.4%-1.6%B.控制方式a.每包铁水球化之前检测一次出炉温度,控制范围1400-1500℃。 b.每包铁水球化完毕后,检测一次铁水温度,控制范围在1360℃以上。 c.每日进行原铁水1—2个样品的五元素检测,用以控制铸件材质及炉料回收使用的稳定性。 d.每包铁水浇注控制时间长为10分钟(球化反应后)超过此时间作为报废处理。 e.每包铁水浇注完毕后,将事先预制标牌(上面刻有该包次的序号)插入该包浇注的铸件的浇口杯中,用以防止不同包次混淆。 f.每包铁水浇注后期制作抗拉试棒毛坯,作为一个检验批次,做机械性能、金相组织及硬度的检测。 g.落沙时,根据号牌分别堆放,不同包次不能混淆,等待试棒及金相的检测结果。 h.试棒机械性能结果合格后,通知车间清理。宝鸡山东凌洲管业有限公司发现不合格包次,依照标志牌号码逐个报废。 4)???? 检验标准 A.???? 井盖的检验:严格按照检验标准执行。a.外观:无明显铸造缺陷,图案清楚,字迹清晰。 b.平度检验:用专用胎具检验井盖的平度。 制作一个直径为产品尺寸,深度37mm的胎具,上述尺寸通过机加工而成,井盖放在胎具中,不能有晃动及响声,井盖不得高于胎具,深度(37mm)配合间隙在3mm。 c.承重载荷采用抽检方式 在压力机做试压试验,井盖承压360KN或210KN确认合格批次。 B.井圈检验 a.外观:无明显的铸造缺陷。 b.用专用工具检测井圈直径,控制范围直径在井盖尺寸,深度40mm,螺栓孔要用专用检具逐检。 C.配合及喷漆检测 a.T型胶圈与井圈配合,胶圈放在T型槽要平,不超长或超短,粘接牢固,配合间隙不大于1mm。 b.井盖与井框配合组装要平,不晃动、无声响,盖与框高低配合不超过1mm。 c.T型胶圈先粘牢固,再喷漆,井盖(圈)喷漆均匀,无锈斑。